

























11
3.2. Operating confirmation
1. Make sure that the emergency stop switch is released.
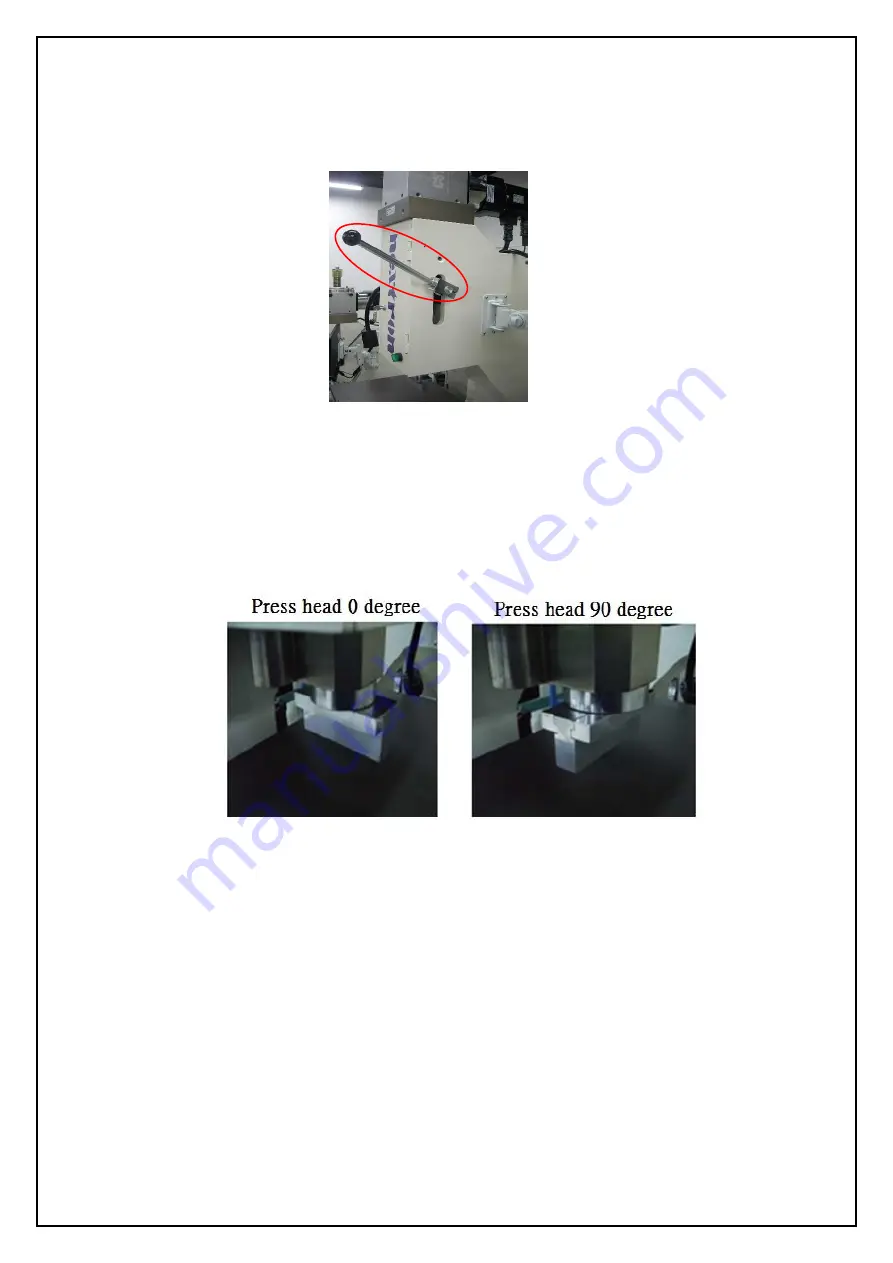
2. Make sure that the safety handle is pulled down to the lower positioning point (below).
3. Make sure that the zero calibration job is complete.
3.3. Before-production confirmation
1. Check if the safety handle is lowered.
2. Confirm the product recipe is loaded, loading completion and correctness.
3. Confirm whether the upper and lower tools are used.
4. Confirm the direction of the press head is 0 degrees or 90 degrees (below).
5. Confirm the operator
3.4. In-production confirmation
1. Serial number input
2. Press position
3. The connector corresponds to the upper tool
4. Connector pre-insertion holes in place without tilting
5. The tool is placed and fitting the connector
6. Condition after press-fit is completed
3.5. After-production confirmation
1. Load recipe reset
2. Pull the safety handle to the upper position
If there is any abnormality happened, please ask the equipment personnel for assistance.





















































