8
FORM NO. L-20328-B-1112
NOTE
The Flat Head Machine Screws (Item 7) are
assembled with an anaerobic thread locking
compound. Inserting a properly fitting screwdriver
into the head of the Flat Head Machine Screw and
striking the end of the screwdriver with a hammer
will break the crystalline structure of the locking
compound and allow removal of the Flat Head
Machine Screws. Never use an impact wrench to
remove the Flat Head Machine Screws.
2. Remove the six old Flat Head Machine Screws (Item
7) and the first old split Friction Facings (Item 11)
(See Figure 9).
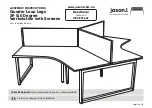
3. Align the holes in the Splined Disc (Item 10) with the
Flat Head Machine Screws (Item 7) that secure the
second split Friction Facing (Item 11) (See Figure 9).
4. Remove the six old Flat Head Machine Screws (Item
7) and the second old split Friction Facing (Item 11)
(See Figure 9).
5. Install the first new split Friction Facings (Item 11) and
new Flat Head Screws (Item 7) (See Figure 9).
6. Tighten the six new Flat Head Machine Screws (Item
7) to 26 In. Lbs. [2.9 N m] torque.
7. Install the second new split Friction Facings (Item 11)
and six new Flat Head Machine Screws (Item 7) (See
Figure 9).
11
11
11
11
7
10
7
FIGURE 9
PARTS REPLACEMENT–INPUT BEARING
1. Remove the four Socket Head Cap Screws (Item
13) and separate the two halves of the FMCBE (See
Figure 10).
2. Remove the four Socket Head Cap Screws (Item 27)
(See Figure 11).
3. Remove the Female Pilot (Item 26) from the Housing
(Item 1) (See Figure 11).
WARNING
Special attention should be exercised when
working with retaining rings. Always wear safety
goggles when working with spring or tension
loaded fasteners or devices.
4. Remove the Retaining Ring (Item 6) and press the
Drive Disc (Item 4) out of Female Pilot (Item 26) (See
Figure 11).
5. Remove the Retaining Ring (Item 3) (See Figure 11).
6. Fully supporting the Female Pilot (Item 26), press the
old Ball Bearing (Item 2) out of the Female Pilot (See
Figure 11).
NOTE
Do not reuse bearing. Applying force on inner
bearing race to remove bearing held by outer race
causes damage to bearing.
FIGURE 10
13
3
4
2
1
FIGURE 11
26
6
27
8. Tighten the six new Flat Head Machine Screws (Item
7) to 26 In. Lbs. [2.9 N m] torque.
9. Apply a drop of Loctite
®
242 to the threads of the four
Socket Head Cap Screws (Item 13) (See Figure 8).
10. Install and tighten the four Socket Head Cap Screws
(Item 13) securing the two halves of the FMCBE to
24.5 Ft. Lbs. [33.22 N m] torque.