

























S-64
03-M Series, WSM
DIESEL ENGINE
Pistons
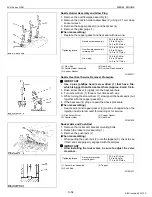
1. Completely clean carbon (1) in the cylinders.
2. Remove the connecting rod cap (3).
3. Turn the flywheel and bring the piston to top dead center.
4. Draw out the piston upward by lightly tapping it from the bottom
of the crankcase with the grip of a hammer.
5. Draw out the other piston in the same method as above.
(When reassembling)
• Before inserting piston into the cylinder, apply enough engine oil
to the piston.
• When inserting the piston into the cylinder, face the mark on the
connecting rod to the injection pump.
IMPORTANT
Q
• Do not change the combination of cylinder and piston. Make
sure of the position of each piston by marking. For example,
mark “1” on the No. 1 piston.
• Place the piston rings with their gaps at 0.79 rad (45 °) from
the piston pin’s direction as shown in the figure.
• Carefully insert the pistons using a piston ring compressor
(6).
• When inserting the piston in place, be careful not to get the
molybdenum disulfide coating torn off its skirt. This coating
is useful in minimizing the clearance with the cylinder liner.
Just after the piston pin has been press-fitted, in particular,
the piston is still hot and the coating is easy to peel off. Wait
until the piston cools down.
W1026141
Tightening torque
Connecting rod screw
44.1 to 49.0 N·m
4.5 to 5.0 kgf·m
32.5 to 36.2 ft-lbs
(1) Carbon
(2) Connecting Rod Screw
(3) Connecting Rod Cap
(4) Connecting Rod
(5) Molybdenum Disulfide Coating in
Piston Skirt
(6) Piston Ring Compressor
(A) Top Ring Gap
(B) Second Ring Gap
(C) Oil Ring Gap
(D) Piston Pin Hole
(a) 0.79 rad (45 °)
KiSC issued 08, 2012 A