



























Capitolo 5. Regolazione ed approntamento macchina
IT
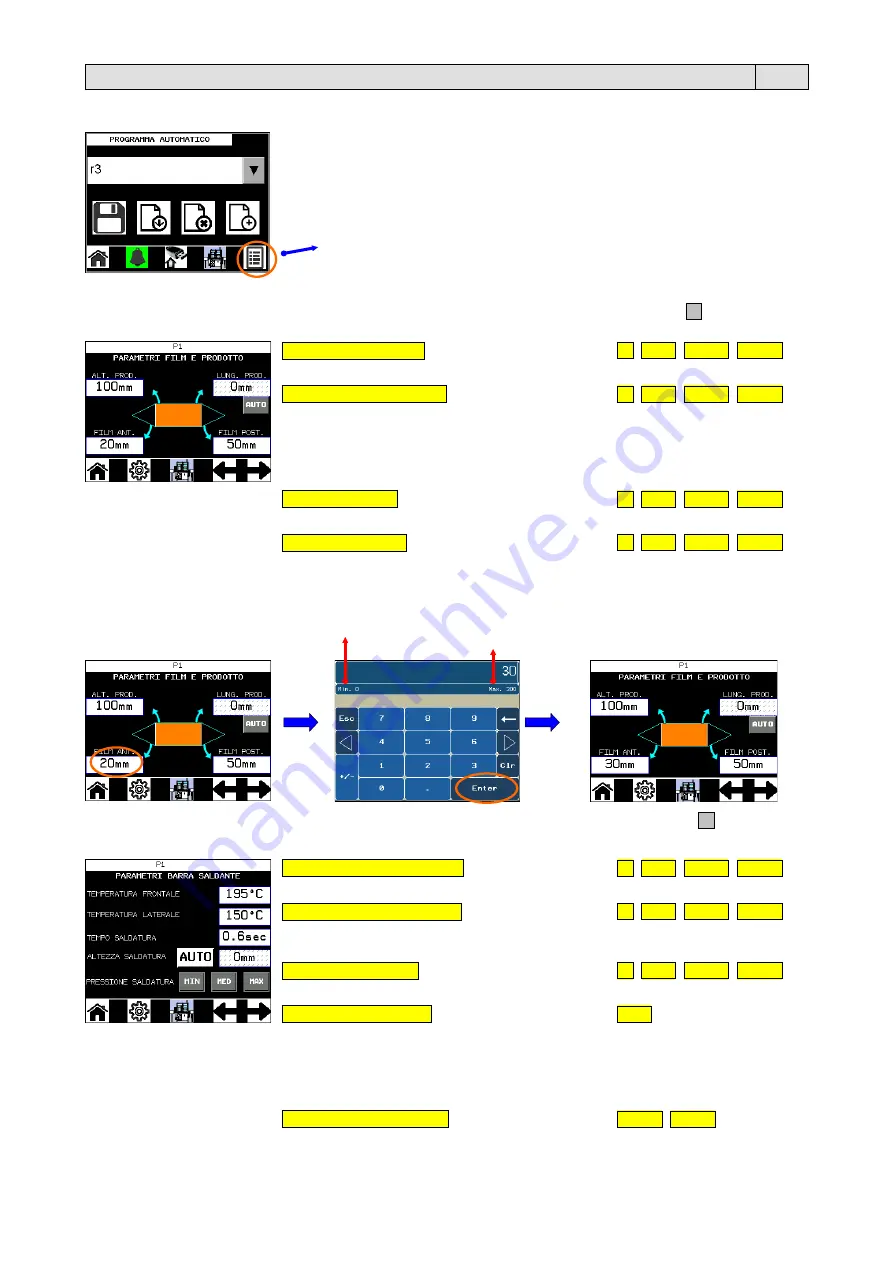
5.2.4. Impostazione dei parametri del PROGRAMMA AUTOMATICO (da tasto “Dati”)
Premere il tasto “Dati”.
A questo punto compare la prima videata relativa ai parametri del programma e premendo il tasto
si scorrono tutte
le successive videate:
ALTEZZA PRODOTTO
[mm]
56 56CS 56MPE 56MPS
Regola l’apertura del triangolo. Valori: 35 ÷ 240.
LUNGHEZZA PRODOTTO
[mm]
56 56CS 56MPE 56MPS
Se impostata su AUTO la saldatura del film avviene nel momento in cui la fotocellula
legge la fine del prodotto. Consigliata per prodotti con forma regolare. Se impostata su
MAN la funzione disattiva la lettura della fine del prodotto mediante fotocellula. In
questo caso la saldatura avviene impostando la variabile “LUNGHEZZA PRODOTTO”.
Valori: 1 ÷ 600.
FILM ANTERIORE
[mm]
56 56CS 56MPE 56MPS
Regola la quantità di film che si vuole lasciare davanti al prodotto. Valori: 0 ÷ 300.
FILM POSTERIORE
[mm]
56 56CS 56MPE 56MPS
Regola la quantità di film che si vuole lasciare dietro al prodotto. Valori: 0 ÷ 900.
Per modificare i valori impostati (es. FILM ANTERIORE da 20mm a 30mm) seguire la procedura sotto descritta.
Indica il valore minimo di impostazione della variabile.
Indica il valore massimo di impostazione della variabile.
Premere sul valore numerico
(es. 20mm).
Inserire il nuovo valore e premere
il tasto “Enter”.
Premere il tasto
e scorrere
le videate successive.
TEMPERATURA FRONTALE
[C]
56 56CS 56MPE 56MPS
Regola la temperatura della barra saldante frontale (corta). Valori: 0 ÷ 240.
TEMPERATURA LATERALE
[C]
56 56CS 56MPE 56MPS
Regola la temperatura della barra saldante laterale (lunga).
Valori: 0 ÷ 240 (Pratika 56, 56CS, 56MPE); 0 ÷ 365 (Pratika 56MPS).
TEMPO SALDATURA
[s]
56 56CS 56MPE 56MPS
Regola il tempo di saldatura della barra saldante laterale e frontale. Valori: 0 ÷ 3.
ALTEZZA SALDATURA
[mm]
56CS
Regola la posizione della saldatura rispetto al nastro. Valori: AUTO / MAN.
Se impostato su AUTO la saldatura avviene a meta dell’altezza del prodotto. Ideale
per prodotti standard.
Se impostato su MAN la saldatura avviene alla misura impostata (misurata partendo
dal piano del nastro di uscita). Valori: 0 ÷ 120mm.
PRESSIONE SALDATURA
56MPE 56MPS
Regola la pressione della barra saldante sul film, per ottimizzarne il taglio.
Valori: MIN / MED / MAX
12
Summary of Contents for MF21BA54
Page 90: ......







































































