





























143 of 271
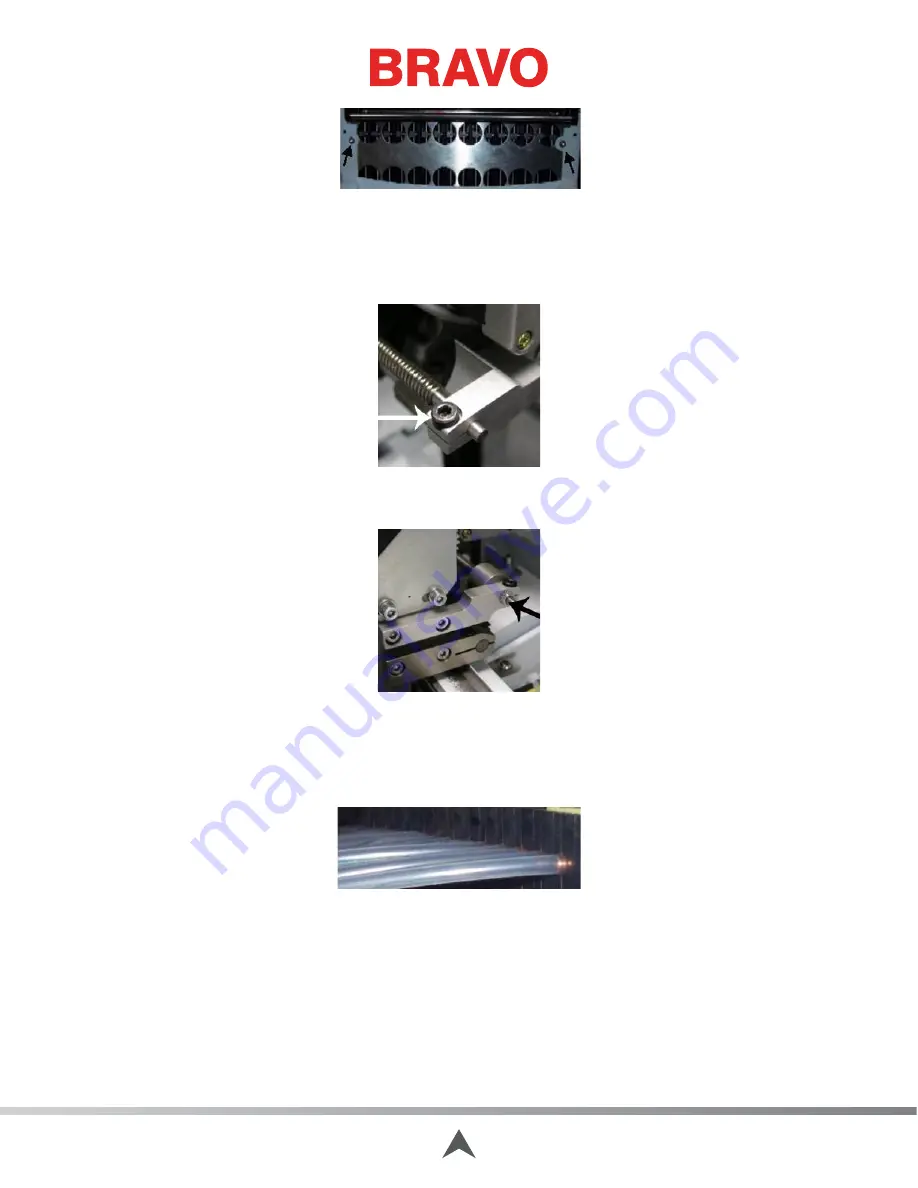
Figure 2 - Needlecase Access Cover Removed
5. Remove the 2 button head screws at the left and right of the access opening, holding the needle
case cover, and remove the needle case cover (see Figure 2).
6. Loosen the top screw to the left color change spindle mounting bracket as shown in Figure 3.
Figure 3 - Loosen Top Screw
7. Remove the nut from the right color change spindle mounting bracket as shown in Figure 4.
Figure 4 - Remove Nut
8. Loosen the top screw and remove the two side screws from the right color change spindle mount-
ing bracket. Remove the right color change spindle mounting bracket.
9. Remove all of the thread tubes from the back of the thread feeder.
Figure 5 - Remove Thread Tubes
10. Disconnect the harnesses from the two PCB’s and the stepper motor.
11. Slide the needle case to the left while lifting the presser foot to clear the grabber bracket.
12. The needle case will now be free to remove from the head.
13. Handle the needle case carefully so you do not damage any components.
Table of Contents







































































