





























TIG WELDING
Before TIG welding begins, use the OUTPUT knob to set
the current to the desired preset current.
If a remote control like a foot pedal is used, the preset
current represents the maximum current with the foot
pedal depressed. For example, if the preset current is
set to 150 amps, the foot pedal will provide a range of
0-150 amps.
The CONTROL knob does nothing for TIG welding.
To make a weld, touch the tungsten to the work piece.
Only a small amount of voltage and current will be
present, so there is very little tungsten contamination.
Gently lift the tungsten away from the work with a
rocking motion. An arc will be established.
To STOP a weld, simply pull the TIG torch away from the
work. When the arc voltage reaches approximately 30
Volts the arc will go out and the machine will reset the
current to the Touch Start level.
To reinitiate the arc, retouch the tungsten to the work
and lift. Alternatively, the weld can be stopped by
releasing the Amptrol or arc start switch.
The Cross Country 300 can be used in a wide variety of
DC TIG welding applications. In general the ‘Touch Start’
feature allows contamination free starting without the
use of a Hi-frequency unit. If desired, the K930-2 TIG
Module can be used with the Cross Country 300. The
settings are for reference.
B-6
OPERATION
CROSS COUNTRY 300
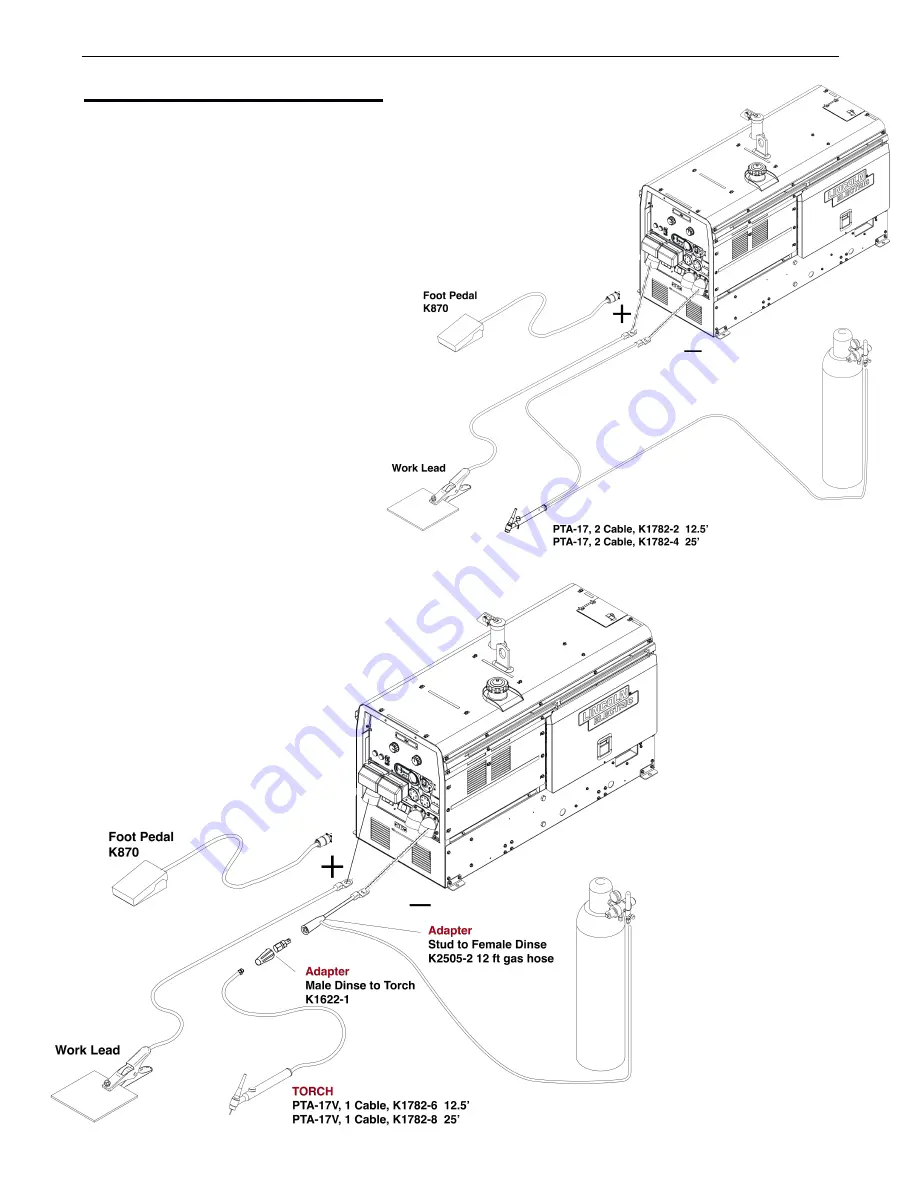
Figure B.7
TIG Setup 1-Piece Cable
Figure B.8
TIG Setup 2-Piece Cable