


















Wiring Diagram
4D Remote
AP- 56W
Operative:
May 2001
Supersedes:
NEW
Note
:
This diagram is for reference only
. It may not be accurate for all machines covered by this manual.
The
specific diagram for a particular code is pasted inside the machine on one of the enclosed panels.
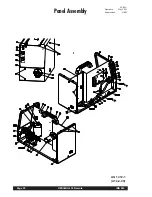
Ref: AM3596-5
A13.10.99
IMA 603
REDI-MIG 455 Remote
Page 33







































































