
























– 26 –
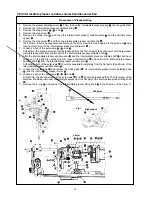
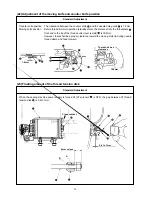
(15) Adjustment of hook oil amount
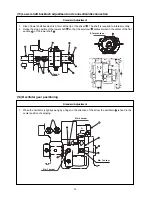
(16) Shuttle connection / disconnection and oil wick piping
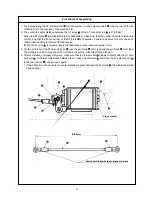
1. Loosen the 5 setscrews
.
2. Remove the setscrew
and pull the oil tank
in the direction of the arrow A.
3. Pull Part B upwards of the two lubrication pipes
and
. Take them out of the oil tank
.
4. Loosen 2 setscrews
of the clamp
in the waste oil pipe
, and remove the clamp
and the setscrew
.
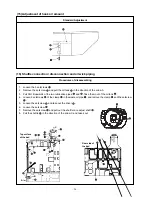
5. Loosen the setscrew
and take out the driver
.
6. Loosen the setscrew
.
7. Remove the setscrew
and pull out the shuttle race adjust shaft
.
8. Pull the shuttle
in the direction of the arrow C and take it out.
Standard Adjustment
Procedures of disassembling
Top surface
of the bed
Rear side of
the bed
A
B
C







































































