
















Maintenance and troubleshooting
6
The following operation requires su
ffi
cient professional
knowledge on electric aspects and comprehensive
safety knowledge. Make sure the input cable of the
machine is disconnected from the electricity supply and
wait for 5 minutes before removing the machine covers.
In order to guarantee that the arc welding machine works
e
ffi
ciently and in safety, it must be maintained regularly.
Operators should understand the maintenance methods and
means of arc welding machine operation. This guide should
enable customers to carry on simple examination and
safeguarding by oneself, try to reduce the fault rate and
repair times of the arc welding machine, so as to lengthen
service life of arc welding machine
Troubleshooting
Before arc welding machines are dispatched from the
factory, they have already been checked thoroughly. The
machine should not be tampered with or altered.
Maintenance must be carried out carefully. If any wire
becomes loose or is misplaced, it maybe potential danger to
user!
Only professional maintenance personnel should repair the
machine!
Ensure the power is disconnected before working on the
machine. Always wait 5 minutes after power switch o
ff
before opening the case.
11
Period
Maintenance item
Daily
examination
Carry out a full visual inspection. Check for
any damage to the machine, leads, cables
and connections. Replace where
necessary.
Switch on the machine and check for any
warning Led’s and general operation
Monthly
examination
Using the dry compressed air to clean the
inside of arc welding machine. Especially
check for build up of dust / debris on intake
grills, main voltage transformer,
inductance, IGBT module, the fast recover
diode and PCB, etc. Take care when
blowing electronic components and do not
dislodge any wiring connections
Check the security of output connections
and plugs. Replace if signs of overheating.
Yearly
examination
Carry out an annual service. Check earth
continuity and insulation resistance of the
machine at the relevant points.
PLEASE NOTE THIS WORK SHOULD BE
CARRIED OUT BY A TRAINED
COMPETENT PERSON.
Malfunction symptom
Causes and Solutions
Turn on the machine, the power
LED is off, the fan doesn't work, and
no welding output.
Check if the power switch is closed.
No input power.
Turn on the machine, the fan works,
but the output current is unstable
and can't be controlled by
potentiometer when welding.
The current potentiometer fails.
Replace it.
Check if any loose contact exists
inside the machine. If any,
reconnect.
Turn on the machine, the power
LED is on, the fan works, but no
welding output.
Check if any loose contact exists
inside the machine.
Open circuit or loose contact occurs
at the joint of output terminal.
The overheating LED is on.
The machine is under over-heating
protection status. It can recover
automatically after the welding
machine is cooled.
Check if the thermal switch is ok.
Replace it if damaged.
Check if the thermal switch is
loosely connected, and reconnect it
if necessary.
The electrode holder becomes very
hot.
The rated current of the electrode
holder is smaller than its actual
working current. Replace it with a
higher rated current capacity.
Excessive spatter in MMA welding.
The output polarity connection is
incorrect. Exchange the polarity.
Summary of Contents for TIG180
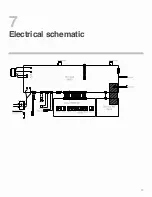
Page 14: ...Electrical schematic 7 13...
Page 15: ...Parts list 8 14...







































































