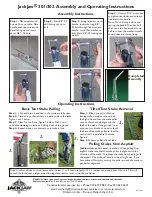
Figure 20 - Top view drawing
Angled Groove
Straight Groove
STEP 2 - INSTALL THE PRESSURE DIE
Pressure Die Installation
Pressure dies are machined to exacting standards and must be installed in the proper orientation.
Depending on whether the die set is for pipe, round or square tubing follow the appropriate directions
below.
ROUND TUBING OR PIPE
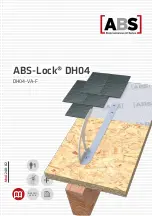
The pressure die is shown in figure 19. For round tubing and pipe, the pressure die will have two circular
grooves machined on each end, a leading and a trailing groove. The trailing side groove is machined at
an angle. This angled groove provides better control of the workpiece than a straight groove, resulting
in a better bend quality. However, the pressure die MUST be installed in the bender's drive links with the
angled groove closest to the forming die. If the pressure die is installed upside down, that is with the angled
groove forward, it will try to dig into the workpiece and bend quality will suffer.
Engraved into the pressure die will be the O.D. size of the tubing or pipe and the correct hole number
that it should be installed into the drive links with.
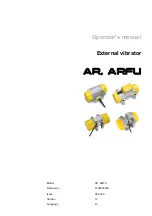
Referring to figures 21 and 22. After the forming die
has been installed, rotate the drive links counter-clockwise
until they are parallel with the upper frame link. Place the
tubing or pipe to be bent through the middle of the drive
links as shown. Next place the pressure die between the
drive links with the angled groove closest to the forming
die. The angled groove should now be towards the rear of
the bender and on your right side. Insert a short 7/8" pin
through the drive links and the pressure die in the exact
hole number engraved into the pressure die.
NOTE: The angled groove supports the tube during the
bending process, thereby preventing it from excessively
flattening on the outside. Never install the pressure die
upside-down with the angled groove not at the point of bend
(closest to the forming die). It can damage the pressure die
and severely gouge your tube or pipe. Also, if the pressure
die is placed in a hole# other than the one marked on it,
bend quality will suffer. If the tube or pipe is flattening a large
amount on the outside, check to make sure the pressure
die is installed in the correct drive link hole.
- 7 -
Figure 19 - Tube or pipe Pressure Die
Figure 22 - Pressure Die installed - back
Figure 21 - Pressure Die installed - front
Straight Groove
Angled Groove
Angled Groove towards
back of bender
Straight Groove