Operation
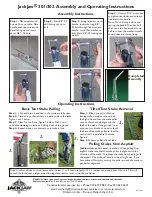
STEP 1 - Figure 27 & 28
Using your hands, rotate the drive links clockwise until
the workpiece is firmly seated in the die set with no play.
With the cylinder fully retracted, extend the cylinder while
guiding the pusher block into the first ratchet tooth on the
frame.
DO NOT PLACE YOUR HANDS ANYWHERE ON
THE PUSHER BLOCK EXCEPT ON THE HANDLE. THIS
WILL PREVENT ANY POSSIBLE PINCH POINT. ALWAYS
KEEP YOUR HANDS OUTBOARD OF THE BENDER
WHEN OPERATING. BE CAREFUL!!!
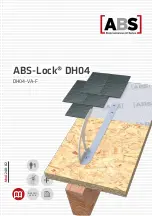
Extend the cylinder lightly until the workpiece is securely
seated in the die set but has NOT started to bend. Look
on the lower rightside of the lower drive link and note the
degree reading as shown in figure 28. Two to eight degrees
is normal, but may vary. This initial degree reading is called
the lead-in angle. You need to add 3 angles together in
order to obtain a correct bend angle.
1) The lead-in angle. This accounts for the bender
and die set clearances.
2) The desired bend angle. This is the actual angle
of bend you want the finished bend to be.
3) The springback angle. All workpieces will springback
when pressure is removed after bending. Usually
on the order of 2-8 degrees, depending on the
yield strength of the workpiece and the amount
of bend. A tube that springs back 3 degrees at 90
degrees of bend may spring back 5-6 degrees at
180 degrees of bend. The only way to determine
springback values is by trial and error. Once you know the correct values for a specific workpiece
(material, wall thickness, angle of bend) write it down so you can use the same value next time.
Lead-In + Desired bend angle + Springback angle = Degree reading on bender when finished
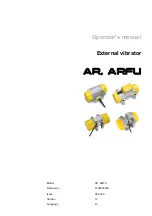
STEP 2 - Figure 29 & 30
Engage the anti-springback lever by pushing it in
towards the frame teeth. While watching the degree
markings on the bender start extending the cylinder. If
making a bend over 55 degrees go ahead and quickly stroke
out the cylinder until around 50 degrees or so. Just before
the anti-springback lever engages the frame's ratchet teeth
stop the cylinder. Try to stop it as close as you can without
the anti-springback lever actually clicking into the frame
tooth. Now rapidly tap the cylinder extend button until the
anti-springback lever engages the frame tooth. You do not
want to go too far, because that would defeat the purpose
of the lever. You want to be able to retract the ram with as
little springback as possible. Refer to figure 30.
- 9 -
Figure 27 - Engaging 1st ratchet tooth
Figure 29 - Ram extended
Figure 28 - Lead-in degree reading