A QUICK EXAMPLE BEND
As an example, let's say you want to bend a piece of 1 1/4" schedule 40 pipe 90 degrees. Place a
mark on the pipe where you want the bend to start. Install the pipe and the die set into the bender. Position
the mark on the pipe at the point on the forming die where the bend will start. Engage the first tooth and
preload the pipe by lightly extending the ram. As shown in figure 28, note the lead-in angle. Let's say it
shows 4 degrees. For this size pipe, a springback angle of 3-4 degrees is normal is average. So let's use
3 1/2 degrees. Now add up the 3 degree values.
4 degrees of lead-in angle
90 degrees of desired bend angle
3 1/2 degrees of springback
97 1/2 Degrees total
Extend the ram out until the degree reading is over 50 degrees and just before the lever engages stop
the ram. Quickly tap the ram extend button until the anti-springback lever fully engages, but just barely.
Retract and reengage the ram as shown in figure 32. Continue bending until around 95-96 degrees and
stop. Quickly tap the button until the degree reading is 97 1/2. Disengage the lever and remove the finished
pipe.
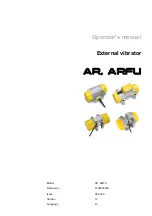
STEP 3 - Figure 31
Fully retract the hydraulic ram as shown in figure 31.
STEP 4 - Figure 32
Engage the next tooth and continue. The second stroke
of the ram will take the bend to over 90 degrees. Bends of
120 - 130 degrees will generally require another stroke.
- 10 -
Figure 30 - Lever engaged
Figure 31 - Retracting cylinder
Figure 32 - Engaging next tooth