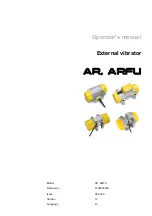
6 1/2" CLR
3/4"
20"
20 3/4"
20"
40"
13 1/2"
13 1/2"
1 1/2"
Start of 2nd bend
Center mark on tube
End of 1st bend
Start of 1st bend
CL
- 16 -
Example hoop :
Preparation is the key to making accurate bends. To make multiple bends in one section of tubing you will need a universal
protractor. The protractor is then clamped, using a machinist v-block and a radiator hose clamp, to the tube. Make sure the pointer
indicates '0' before making your first bend. Also using a carpenter's level, make sure the tube is entering the bender level. On
the second bend if you turn the tube so that the pointer again reads '0' and the carpenter's level indicates the tube is level, both
bends will be on the same plane with no noticeable twist.
First step is to draw a sketch of the intended shape and all measurements. Figure 45 below is the desired hoop. The Bending
Die has a centerline radius (CLR) of 6 1/2". The tube O.D. is 1 1/2". We determined earlier that the Bend Start measurement is
3/4" behind the edge of this particular Bending Die set.
1) Determine the total length of tubing needed. Using a calculator and the formula below let's add it all up.
6 1/2" (CLR of bend) x 90 (Number of degrees of bend) x .0175 =
Length of tubing used in a bend.
Using the formula above we get 6 1/2" (CLR of bend) x 90 (Degrees of bend) x .0175 = 10.2375. Let's round this off to 10 1/4"
inches (10.250"). This is the amount of tubing used in the bend. We have two bends so we double this and get 20 1/2". Add to
this the straight sections and we get 20 1/2" (tubing in bends) + 27 (the center section) + 13 1/2" for the left u 13 1/2" for
the right upright = 74 1/2" of tubing needed. It's usually a good idea to leave a couple of inches extra on the end. Remember,
it's easier to remove tubing then to add it. So let's add 2" to 74 1/2".
2) We cut our tube to 76 1/2". It's generally easier to work from the center out when making two bends in a tube. Divide 74 1/2"
by 2 and our center point is 37 1/4" from the end of the tube. Place a mark on the tubing 37 1/4" in from one edge and mark the
tubing so you will know which side is the 37 1/4 side and which side is 39 1/4". Notice we didn't use the 76 1/2" measurement
that we cut our tubing to. This way we only have to cut 2" off one end of the finished tube instead of 1" off each end. The first
bend is made on the short 37 1/4" side.
3) Using the method described on page 11 we determine that the tube should extend 12 5/8" from the edge of the Bending Die.
Below is the equation from page 4.
20" (Height of hoop) - 6 1/2" (CLR of die) - 3/4" (1/2 of tube's diameter) - 1/8" (Springback) - 3/4" (Bend Start) = 11 7/8".
After making the bend we have half our hoop completed. The top of the bend is 20" from the bottom of the tube.
4) Now for the other bend. First we need to determine how much the tube stretched in the bend area. From figure 9 we see that
the tube should be 20 3/4" from the outside edge to our 37 1/4" center mark. However after measuring from our center mark to
the outside edge of the bend we now have 21" and not the planned 20 3/4". This 1/4" increase is due to springback and the tube
stretching in the area of the bend.
Figure 45- Example hoop.