
























Ironwood JT400 | User Manual
16
To remove and replace inserts, proceed as follows:
1. Loosen the knife gib by turning the Allen head screw in the
knife gib.
2. Remove the knife gib and knife.
3. Remove the remaining knives in the same manner.
4. Thoroughly clean the knife slots and knife gibs.
5. Check the screws. If they appear worn or stripped, replace
them.
6. In sequence, insert the knife and knife gib into the slot of the
cutterhead.
7. Fasten knife and gib with a spacer and Allen head screw.
8. Repeat the process until all knives are set in position and tight.
Step 3:
Align and Adjust Outfeed Table
Caution
The proper outfeed table height is preset at the factory. To ensure
the setting did not change during shipping, check outfeed table
height before you use the machine for the first time. Re-check
periodically.
For accurate work in most jointing operations, the outfeed table
must be exactly level with the knives at their highest point of
revolution.
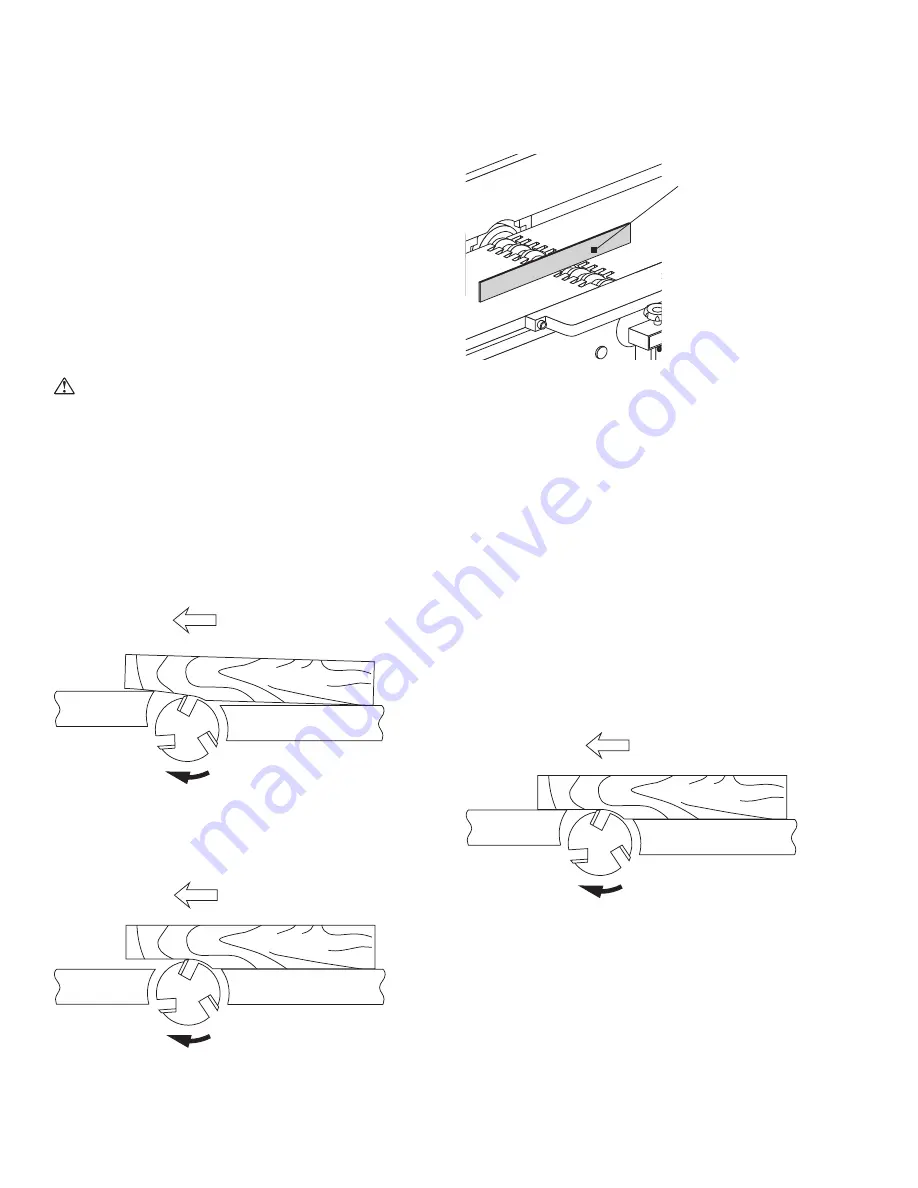
If the outfeed table is too high, the finished surface of the workpiece
will be curved.
Work Piece
Infeed Table
WRONG
Outfeed Table
Cutter
Head
If the outfeed table is too low, the work will be gouged or sniped at
the end of the cut.
Work Piece
Infeed Table
Outfeed Table
Cutter
Head
WRONG
To properly align the cutterhead with the outfeed table:
1. Place a straight edge on the outfeed table and over a knife
tip on the cutterhead. Be careful not to damage the carbide
inserts.
Verify blade height
with straight edge.
2. Carefully turn the cutterhead by hand.
• If a knife tip makes contact with the straight edge, but
the straight edge does not move, the outfeed table is set
properly.
• If a knife tip does not touch the straight edge, the outfeed
table is too high.
• If the straight edge lifts slightly when knife makes contact,
the table is set too low.
To adjust the outfeed table height:
1. Loosen the table lock lever.
2. Move the adjustment handle up or down.
3. Tighten the table lock lever.
As a final check, run a piece of wood slowly over the knives for 6 to
8 inches. The wood should rest firmly on both tables with no open
space under the finished cut.
Infeed Table
Outfeed Table
Cutter
Head
Work Piece
CORRECT
Summary of Contents for JT400
Page 24: ...Ironwood JT400 User Manual 24 9 1 Electrical Print...
Page 25: ......







































































