6
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
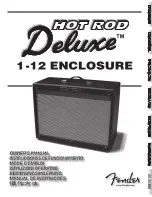
Abb. 5c Funktionsablauf im Spezial- 4-Taktbetrieb - Variante IV
Zurückziehen und Loslassen der Brennertasterwippe
I
S
I
H
I
E
I
t
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
H
Zyklus-Start
Gasvorströmzeit
Stromanstieg
über
Up-Slope
Stromabsenkung
über
Down-Slope
Gasnachströmzeit
Schweißende
Endkraterstrom
Zünden des Lichtbogens
mit
Suchlichtbogenstrom
I
S
Schweißen
mit
einge-
stelltem
Hauptstrom
I
H
Stromanstieg
über
Up-Slope
Schweißen
mit
einge-
stelltem
Hauptstrom
I
H
Zyklus-Start
Gasvorströmzeit
Stromanstieg
über
Up-Slope
Stromabsenkung
über
Down-Slope
Gasnachströmzeit
Schweißende
Endkraterstrom
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Loslassen der Brennertasterwippe
Zünden des Lichtbogens
mit
Suchlichtbogenstrom
I
S
Schweißen
mit
einge-
stelltem
Hauptstrom
I
H
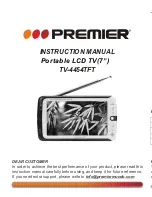
Abb. 5d Funktionsablauf im Spezial- 4-Taktbetrieb - Variante V
Vordrücken und Halten der Brennertasterwippe
I
S
I
H
I
E
I
t
Stromanstieg
bei
vorgedrückter
Brennertaste
Stromabsenkung
bei
vorgedrückter
Brennertaste
Schweißen
mit
verringertem
Hauptstrom
I
H
Vordrücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Schweißen
mit
erhöhtem
Hauptsrom
I
H
Die Variante V (Abb. 5d) ermöglicht eine Erhöhung und Verringe-
rung des Schweißstromes ohne Up / Down Brenner.
Je länger die Brennertasterwippe während des Schweißens vor-
gedrückt wird, desto weiter erhöht sich der Schweißstrom (bis zum
Maximum).
Nach dem Loslassen der Brennertasterwippe bleibt der Schweiß-
strom konstant. Je länger die Brennertasterwippe erneut vorge-
drückt wird, desto weiter verringert sich der Schweißstrom.
Abb. mit Zwischenabsenkung
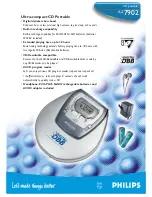
LED-ANZEIGE FÜR 2-TAKTBETRIEB
2-Taktbetrieb
(Abb.6)
-
Abruf über WIG-Brennertasterwippe
-
hauptsächlich zum Heftschweißen verwendet
-
in Programmebene "EBENE VOREINSTELLUNGEN ---",
Parameter WIG, muß die Einstellung für StS auf "OFF"
stehen
Funktionsablauf:
1. Zurückziehen und Halten der Brennertasterwippe
-
Gasvorströmzeit läuft ab
-
Lichtbogen zündet mit dem Wert des eingestellten Suchlicht-
bogenstromes I
S
(bei HF - Zünden: HF schaltet nach dem
Zündvorgang selbsttätig ab)
-
nach dem Zündvorgang steigt der Schweißstrom über den
intern eingestellten Up-Slope auf den Schweißstrom I
H
an
-
LED leuchtet
2. Loslassen der Brennertasterwippe
-
Lichtbogen erlischt
(mit oder ohne Stromabsenkung)
-
intern eingestellte Gasnachströmzeit läuft ab
Bei Verwendung des Fußfernreglers TR 52mc schaltet die
Anlage automatisch auf 2-Taktbetrieb um.
Zyklus-Start
Gasvorströmzeit
Stromanstieg
über
Up-Slope
Schweißende
über
Down-Slope auf
Endkraterstrom
I
E
Gasnachströmzeit
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zünden des Licht-
bogens
mit
Suchlichtbogenstrom
I
S
Schweißen
mit
einge-
stelltem
Hauptstrom
I
H
Abb. 6
Funktionsablauf 2-Taktbetrieb
I
H
I
t
Summary of Contents for MagicWave 2600
Page 2: ......
Page 4: ......
Page 16: ...ud_fr_st_sv_00466 022003 XII ...
Page 40: ......
Page 52: ...ud_fr_st_sv_00467 022003 XII ...
Page 76: ......
Page 88: ...ud_fr_st_sv_00468 022003 XII ...