Design and function
Machine configuration menu
099-004846-EW501
8.01.2014
77
5.13.2
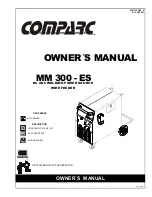
Matching the cable resistance
The resistance value of cables can either be set directly or it can be matched using the power source.
The factory setting of the power sources is 8 m-ohm. This value correponds to a 5 m earth cable, a 1.5 m
intermediate hose package and a 3 m water-cooled welding torch. With other hose package lengths, it is
necessary to carry out a +/- voltage correction to optimise welding properties. The voltage correction
value can be set close to zero by means of re-matching the cable resistance. It is recommended to match
the electric cable resistance after replacing accessories such as torches or intermediate hose packages.
In case a second wire feeder is used the (rL2) parameter has to be adjusted. For all other configurations it
is sufficient to match the (rL1) parameter.
2
3
4
1
+
l
0
50mm
l
0
m /m in
B
A
Figure 5-33
Summary of Contents for Phoenix Expert drive 4L M3.70
Page 92: ...Appendix A JOB List 92 099 004846 EW501 8 01 2014 11 Appendix A 11 1 JOB List...
Page 93: ...Appendix A JOB List 099 004846 EW501 8 01 2014 93...
Page 94: ...Appendix A JOB List 94 099 004846 EW501 8 01 2014...
Page 95: ...Appendix A JOB List 099 004846 EW501 8 01 2014 95...
Page 96: ...Appendix A JOB List 96 099 004846 EW501 8 01 2014...
Page 97: ...Appendix A JOB List 099 004846 EW501 8 01 2014 97...
Page 98: ...Appendix A JOB List 98 099 004846 EW501 8 01 2014...
Page 99: ...Appendix A JOB List 099 004846 EW501 8 01 2014 99...
Page 100: ...Appendix A JOB List 100 099 004846 EW501 8 01 2014...