





























Design and function
MIG/MAG welding
36
099-005507-EW501
13.09.2018
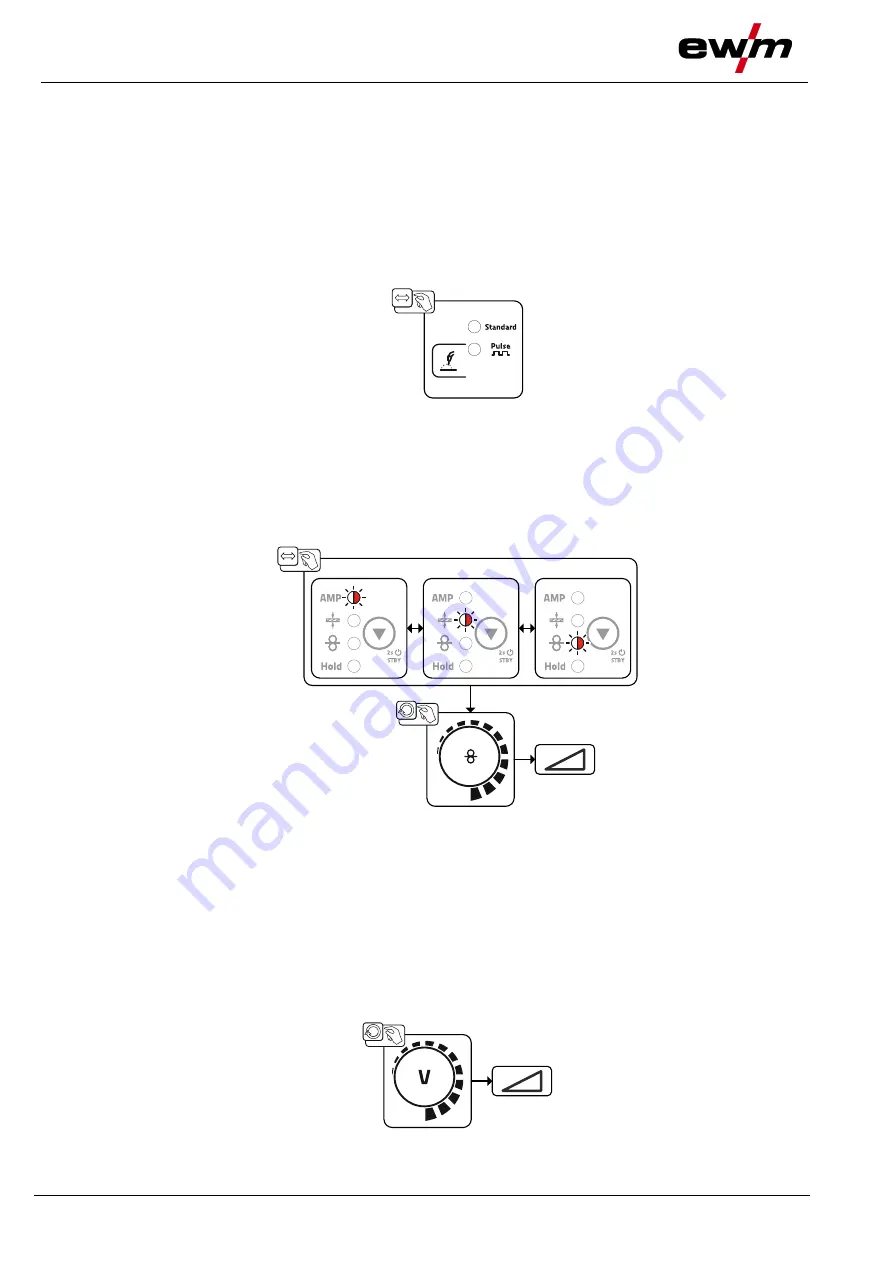
5.4.4.3 Welding type
Different forms of MIG/MAG processes are collectively referred to as welding type.
Standard (welding with standard arc)
Depending on the set combination of wire feed speed and arc voltage, the arc types short arc, transitional
arc or spray arc can be used for welding.
Pulse (welding with pulsed arc)
A selective change in the welding current generates current pulses in the arc, which lead to a 1 drop per
pulse of material transfer. The result is an almost spatter-free process, suitable for welding of all
materials, in particular high-alloy CrNi steels or aluminium.
Figure 5-18
5.4.4.4 Welding power (operating point)
The welding power is adjusted according to the principle of one-knob operation. The user can set their
operating point optionally as wire feed speed, welding current or material thickness. The optimum welding
voltage for the operating point is calculated and set by the welding machine. If necessary, the user can
correct this welding voltage
> see 5.4.4.6 chapter
.
?
Figure 5-19
5.4.4.5 Accessory components for operating point setting
The operating point can be set at various accessory components as well, such as remote control, special
welding torches or robot and industrial bus interfaces (optional interface for automated welding required,
not available for all machines of this series).
See the operating instructions for the machine in question for a more detailed description of the individual
machines and their functions.
5.4.4.6 Arc length
When required, the arc length (welding voltage) can be adjusted for the welding task in hand by +/
– 9.9 V.
Figure 5-20





















































