























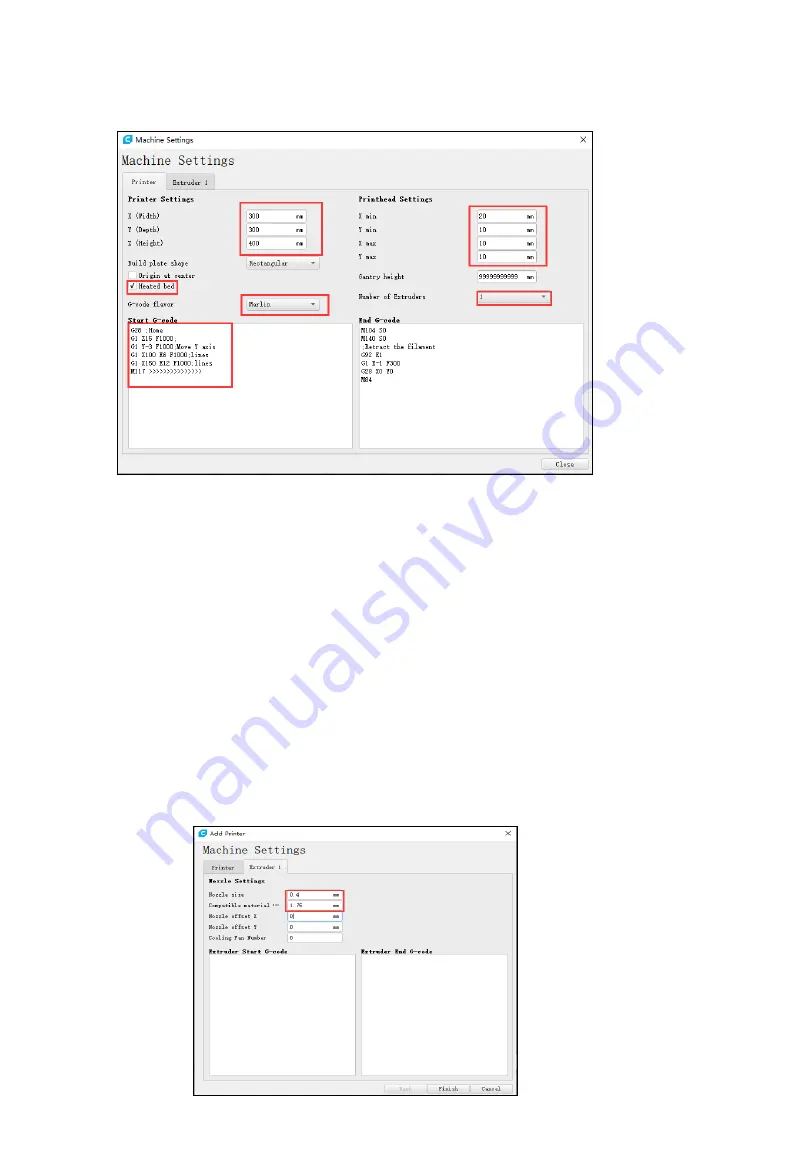
2.Set the correct values on machine settings
Copy these code to your Start-Gcode area:
G28 ;Home
G1 Z15 F1000;
G1 Y-3 F1000;Move Y axis
G1 X100 E6 F1000;lines
G1 X150 E12 F1000;lines
M117 >>>>>>>>>>>>>>>
For the End Gcode, you can use the default of the
Cura
3.Set the correct nozzle size and filament diameter
13