























-X
+X
+Z
-Z
+Z
-Z
-Y
+Y
Knee
Quill
Display shows: “BEEP ON” / “BEEP OFF”
Default: “BEEP ON”
Function:
This is used to disable the key beep if so required
Operation:
Press the key to toggle between “BEEP ON” and “BEEP OFF”
Display shows: “EXIT”
Default: “N/A
Function:
This is used to exit from Setup. Note any changes made will be saved
Operation:
Press the key to exit back to normal operation mode.
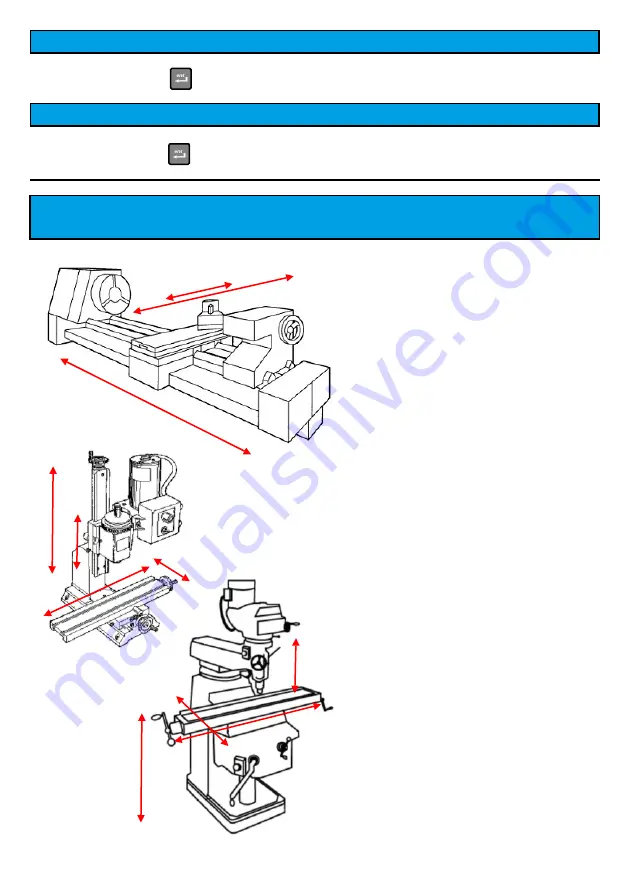
Machine Axis Conventions
-X
+X
-Z’
+Z’
-Z
+Z
On a lathe we have an X-axis (being the
cross-slide) and a Z-axis (the travel
between centres).
The top-slide can be rotated from
parallel to the X-axis to parallel with the
Z-axis through any angle. This is known
as the compound or Z’ axis. See axis
Summing later in this manual.
With milling machines we have the X, Y
and Z-axis. The X & Y-axis refer to the
table movement left-right and in-out.
The Z-axis can be either the Quill axis,
direct movement of the tool up-down
or the Knee axis which is the movement
of the whole table up-down.
On smaller machines the Z-axis can also
be the movement of the machining
head up-down independent of the tool
movement. As such it is quite possible
for a milling machine, of all sizes, to
have 4-axes of which two are vertical
movement.
-Y
+Y
+X
-X
-Z
-Z
+Z
+Z
Mini Mill
Knee Mill
- 7 -
Summary of Contents for EM250 Series
Page 2: ......





















































