





























Exit from the Line-Hole Function
To exit from the Line-Hole function simply press the key again.
.
HOLE 1
.
.
ABS
.
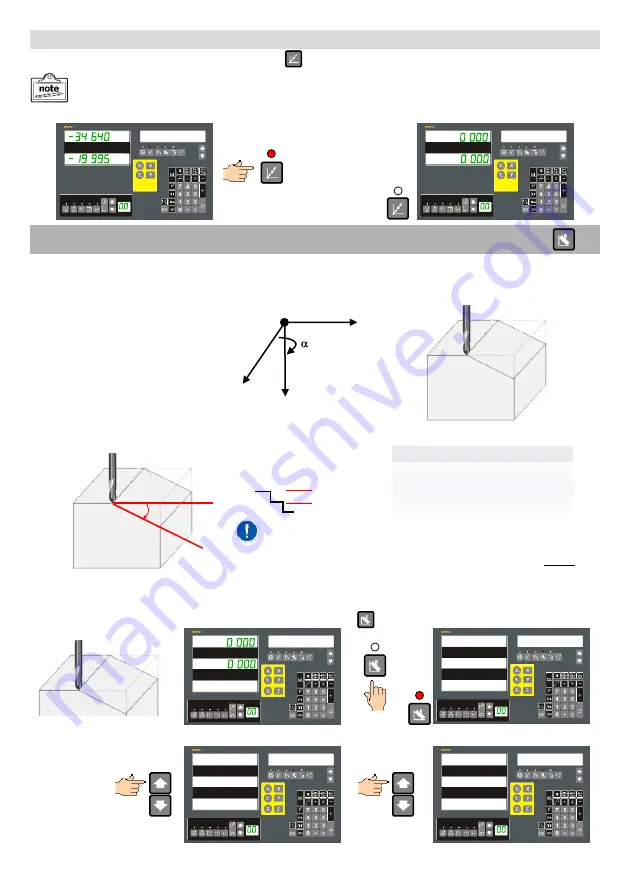
Inclined Machining
The
EM250
Line-hole calculator operates on the work-to-zero principle for the machining an inclined plane.
To achieve these calculations the DRO needs to be configured with the following parameters:
●
Plane to machine
●
Angle
●
Max Cut step size
Plane options: XY, XZ, YZ
X+
Y+
+
Z+
Angles are positive clockwise
To best demonstrate these methods let us consider the part below as by way of example.
Parameter
Value
Plane
XZ
Angle of Line
30
o
Max. Cut
0.5mm
30
o
0.5mm
T
he finer the step the
smoother the finish
.
ABS
.
Move the tool to the start position of the incline to be machined. You may wish to set this as a datum but it could be
any value or even an SDM point. Then enter the function using the key.
INCL XY
Navigate to the required plane.
INCL YZ
INCL XZ
Use the Message
Navigation keys
In this example in order to machine a 30
o
angle
for every 0.5mm in Z we would need to move
0.865mm steps in X.
0.5
Tan(30)
I.e. Xstep =
The parameter values programmed in to the Line-Hole function are saved to the DRO memory so that they
can be recalled even after the DRO power is turned off. Simply reselect the Line-Hole function and you can
then simply check the parameters, or edit them as may be required for a new pattern.
- 25 -
Summary of Contents for EM250 Series
Page 2: ......