





















YORK INTERNATIONAL
10
FIG. 9 –
COMPRESSOR TOOL KIT 364-49275 (COMPRESSOR SIZES -46, -50, -57, -59, -61)
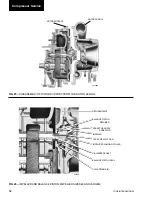
FIG. 10 –
USE OF COMPRESSOR TOOLS (-46, -50, -57, -59, -61)
LD04749
ITEM
DESCRIPTION
QTY.
PART NO.
NO.
PER KIT
1
GEAR LOCKING TOOL
1
364-48023
2
SCREW CAP HEX 1/2"
2
021-14249
3
WASHER PLAIN 17/32"
14
021-01276
4
NUT HEX HVY 1/2"
2
021-02860
5
PIN GUIDE
2
064-46488
6
BOLT EYE 5/16"
2
021-12420
7
WASHER PLAIN 11/32"
16
021-05166
8
PIN GUIDE 1/4-20UNC
2
064-46499
ITEM
DESCRIPTION
QTY.
PART NO.
NO.
PER KIT
9
HOOK TOOL
2
064-46610
10
PIN GUIDE 3/8"
2
064-18716
11
STUD SPECIAL
1
064-14500
12
NUT HEX HVY 1/2"
1
021-00483
13
BOLT EYE 7/8"
1
021-07703
14
WASHER PLAIN 15/16"
2
021-05158
15
BOLT EYE 3/8"
3
021-13498
16
WASHER PLAIN 13/32"
39
021-05167
Compressor Service
Содержание HA-57
Страница 2: ...YORK INTERNATIONAL 2 ...
Страница 43: ...FORM 160 49 M1 43 YORK INTERNATIONAL NOTES 3 ...







































































