


















FORM 160.49-M1
5
YORK INTERNATIONAL
SECTION 1
GENERAL
GENERAL DESCRIPTION
These compressors are applied to YORK Model YK
Centrifugal Liquid Chillers.
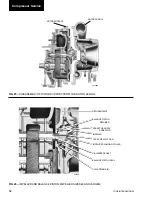
The compressor is a single-stage centrifugal type pow-
ered by an open-drive electric motor. The casing is fully
accessible with vertical circular joints and fabricated of
close-grain cast iron. The complete operating assembly
is removable from the compressor scroll housing. Com-
pressor castings are designed for 300 PSIG working
pressure and hydrostatically pressure tested at 900 PSIG.
The rotor assembly consists of a heat-treated alloy steel
drive shaft with a lightweight, high strength, cast alumi-
num, fully shrouded impeller. The impeller is designed
for balanced thrust and is dynamically balanced and
overspeed tested for smooth, vibration-free operation.
The insert type journal bearings are fabricated of alu-
minum alloy and are precision bored and axially grooved.
Thrust bearings are of the deflection-pad type design.
The specially engineered, single helical gears with
crowned teeth are designed so that more than one tooth
is in contact at all times to provide even distribution of
compressor load and quiet operation. Gears are inte-
grally assembled in the compressor rotor support and
are film lubricated. Each shaft is individually mounted
in its own journal and thrust bearings.
The open-drive compressor shaft seal consists of a
spring-loaded, precision carbon ring, high-temperature
elastomer “O” ring static seal, and a stress-relieved,
precision lapped collar. The seal features a small face
area and low rubbing speed. It provides an efficient seal
under high pressure conditions. The seal is oil-flooded
at all times and is pressure-lubricated during compres-
sor operation.
NOMENCLATURE
COMPRESSOR IDENTIFICATION
Each compressor is identified by nomenclature as shown.
The nomenclature is printed on a data plate which is
located on the side of the unit control panel. (See Fig. 1)
When contacting the factory or ordering renewal parts,
include the complete compressor model and serial num-
ber. Be sure these numbers are copied accurately.
29420A
YD H A 65
L
H
A
65
Impeller Size - 36, 41, 46, 50, 57, 61, 65, 73, 81, 90
Design Level (A - D)
High Pressure Refrigerant Compressor
Open-Drive
Close-Coupled D Flange Motor
YORK CODEPAK
™
®
LIQUID CHILLING SYSTEM
UNIT MODEL
REFRIG. DWP. PSIG:
LIQUID DWP. PSIG:
NO. OF PASSES:
SHELL TEST PRESS. PSIG:
REFRIGERANT REFRIG. CHARGE LBS.
CHARGED: FACTORY
FIELD
STARTER SUPPLIED BY: FACTORY FIELD
FIELD SUPPLY:
VOLTS
PHASE
HERTZ
MIN. CIRCUIT AMPACITY
MAX. DUAL ELEMENT FUSE AMPS
MAX. CIRCUIT BREAKER AMPS
COMPRESSOR: MODEL
CODE
SERIAL NO.
HP
VOLTS-PHASE-HZ
FLA
OIL PUMP
CHARGE WITH YORK REFRIGERANT OIL
SEE STARTER NAMEPLATE AND CONTROL
PANEL NAMEPLATE FOR ELECTRICAL DATA
COOLER
CLG.
COND.
H.R.
COND.
FOR REMOTE STARTER SEE YORK STD. R
LD04750
FIG. 1 –
COMPRESSOR IDENTIFICATION
1
Содержание HA-57
Страница 2: ...YORK INTERNATIONAL 2 ...
Страница 43: ...FORM 160 49 M1 43 YORK INTERNATIONAL NOTES 3 ...







































































