Setup for Stick Welding (SMAW)
Setup for Stick Welding (SMAW)
Ÿ
Press the PROCESS SELECTOR BUTTON on the front panel
Ÿ
Remove the Wire Drive Polarity Lead from the POSITIVE (+) and NEGATIVE (-) DINSE SOCKETS.
Ÿ
Check the electrode packaging to determine the recommended polarity and connect the electrode holder and ground
clamp to the POSITIVE (+) and NEGATIVE (-) DINSE SOCKETS accordingly.
Ÿ
Ensure the ground clamp has a good connection to the workpiece and is connected on clean, bare metal (not rusty or
painted).
Ÿ
Switch the unit ON with the ON/OFF SWITCH.
Ÿ
Set the amperage with the Adjustment Knob(7)
Setup for TIG Welding (GTAW) with Lift Arc
Setting up the Equipment for TIG Welding (GTAW):
Lanthanated Tungsten recommended for use.
WARNING: TIG TORCH IS ALWAYS LIVE (ELECTRICALLY HOT). Use caution and ensure the TIG torch is not in
contact with or near conductive or grounded materials.
Ÿ
Switch the PROCESS SELECTOR BUTTON on the front panel.
Ÿ
Remove the Wire Drive Polarity Lead from the POSITIVE (+) and NEGATIVE (-) DINSE SOCKETS.
Ÿ
Connect the TIG torch cable to the NEGATIVE (-) DINSE SOCKET of the welder.
Ÿ
Connect the ground cable connector to the POSITIVE (+) DINSE SOCKET of the welder.
Ÿ
Ensure the ground clamp has a good connection to the workpiece and is connected on clean, bare metal (not rusty or
painted).
Ÿ
Connect the TIG torch gas line to the gas regulator (argon gas only).
USE INERT GAS (100% ARGON) ONLY.
TURN ON GAS AT THE GAS REGULATOR, CHECK FOR GAS FLOW AND ADJUST FLOW RATE AS NEEDED.
Ÿ
Fix the tungsten electrode so that it protrudes approximately ¼ inch from the torch nozzle.
Ÿ
Ensure the TIG torch is safely away from all conductive materials.
Ÿ
Switch the unit ON with the ON/OFF SWITCH.
Ÿ
Set the amperage with the Adjustment Knob(7).
Ÿ
Initiate the weld arc with a lift arc technique. Simply touch the tungsten to the
work piece and lift off. The machine will instantly ramp up the voltage and current
to establish the arc without the use of high frequency.
REMEMBER TO CLOSE THE VALVE ON THE GAS CYLINDER IMMEDIATELY
AFTER ALL WELDING IS COMPLETED.
Welding Tips:
Ÿ
Always weld clean, dry and well-prepared material.
Ÿ
Hold torch at a 45° angle to the workpiece with nozzle about 1/2" from the surface.
Ÿ
Move the torch smoothly and steadily as you weld.
Ÿ
Avoid welding in very drafty areas. A weak, pitted and porous weld will result due to drafts blowing away the protective welding
gas.
Ÿ
Keep wire and liner clean. Do not use rusty wire.
Ÿ
Sharp bends or kinks in the welding cable should be avoided.
- 18 -
Ÿ
Cut a slightly longer tube based on the
metal guide tube.
Ÿ
Replace the inlet guide tube with the
graphene liner and re-install the inlet
guide to the wire feeding mechanism.
Ÿ
Install the aluminum spool and feed the
wire through.
Содержание MIG-205DS
Страница 2: ......
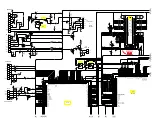
Страница 26: ...WIRING DIAGRAM 23...
Страница 27: ......
Страница 28: ...www yeswelder com WE ALWAYS STAND BEHIND IT Toll Free 855 937 4567...