



















ANZEIGE
SCHRITT
BESCHREIBUNG
»
1
3
4
2
59
02/2021
Vetron 5374 HotAir-Welding
08. ADJUSTMENT
08.
HEIGHT MEASURING SYSTEM
-1-2
DISPLAY
STEP
DISCRITPTION
»
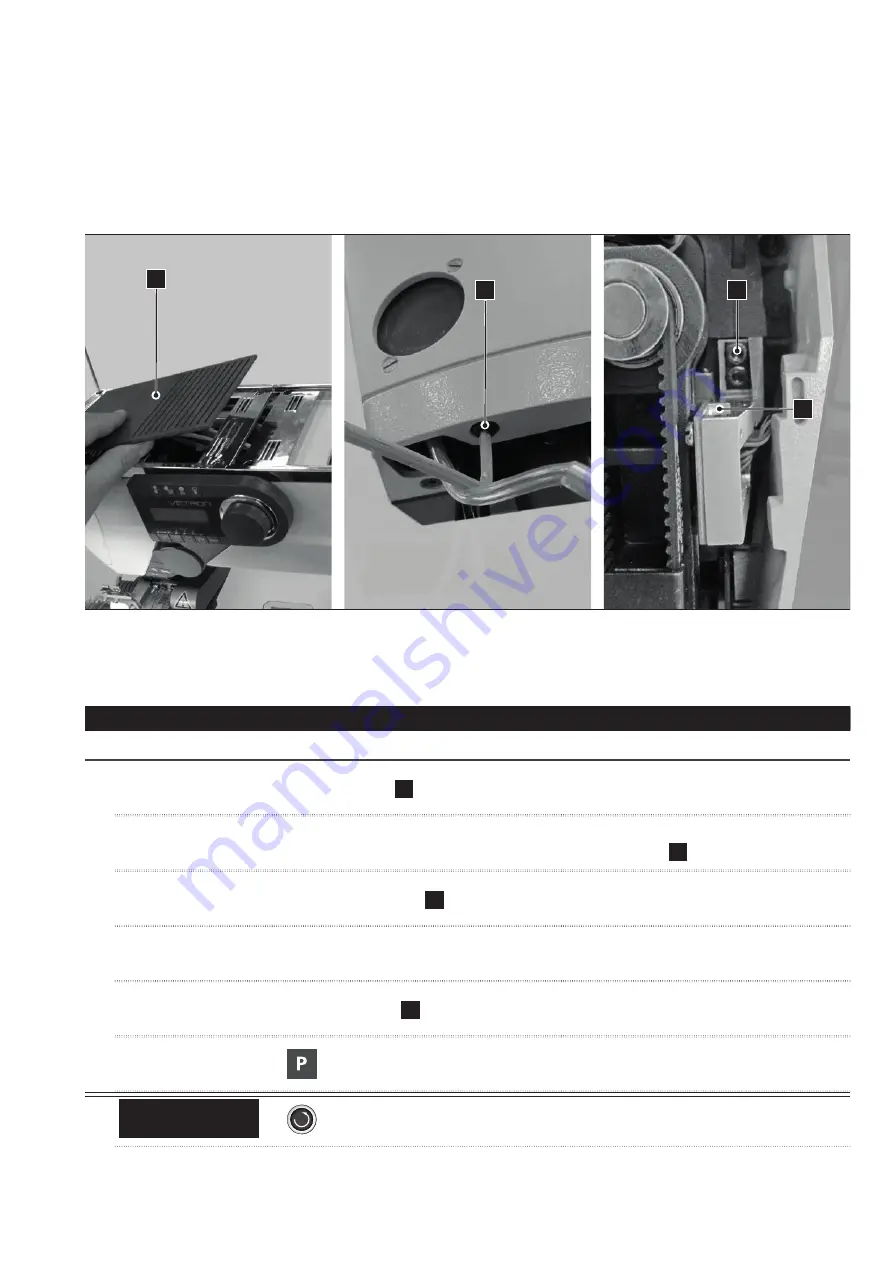
HEIGHT MEASURING SYSTEM
1
» Remove the cover
1
at the head module
1A
» Remove the cover
In addition you remove the magnet light and
loosen the screw
2
below the head part
2
» Loosen sensor bearers
3
3
» Turn on the machine
4
» Tighten the screws
2
slightly
5
»
Press the "
PARAMETER
" button
6
S
e
r i
e v c
S
e
r i
e v c
»
to reach to the "
SERVICE
" indicator
Содержание 5374
Страница 1: ...5374 SERVICE MANUAL 02 2021 ...
Страница 2: ......
Страница 3: ...5374 SERVICE MANUAL 02 2021 ...
Страница 8: ...06 02 2021 Vetron 5374 HotAir Welding ...
Страница 30: ...28 02 2021 Vetron 5374 HotAir Welding 03 COMMISSIONING WELDING ...
Страница 64: ...62 02 2021 Vetron 5374 HotAir Welding ...





















































