
























INSTRUCTIONS FOR TAPE CUTTER FOR STYLES 80800HN AND
HAN (continued)
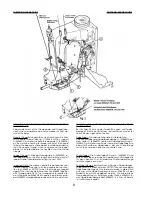
8. When acutating shoe (K, Fig. 1e) is raised slightly, trip dog
(S, Fig. 15) should allow pawl (R) to slide off shoe (Q) and
the cutting action is released within 1 1/2 turn or less of the
handwheel.
Make sure that the knives engage for their full length.
Proceed as follows:
Raise actuating shoe (K, Fig. 14) slightly and turn handwheel
in operating direction until upper knife (L) is in its lowest
position. Left at the tip of the knives, the cutting edge of
the upper knife should overlap the cutting edge of the lower
knife by 1 mm (.040 in.)
Adjust the upper knife accordingly and snug stop screw
(O) against the upper knife. Now tighten clamp screw (N)
firmly.
When open there should be about 4.8 mm (3/16 in.)
opening, right at the pilot of the upper knife (see Fig. 14).
NOTE: When the knives (A, Fig. 13) and L, Fig. 14) are
resharpened, their adjustment is maintained by only raising
and lowering them in their holders, according to the stock
removed while grinding.
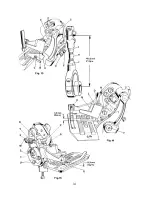
9. The position of the tape cutter actuating shoe (K, Fig. 14)
determines the length of tape extending beyond the bag
at the start of closure. The extending length of tape at the
finish of closure is not adjustable.
Raising the actuating shoe in its slot shortens the extending
length of tape on start of closure, lowering the shoe
lengthens it.
Also the trip dog operating cam (T, Fig. 15) can be retarded
or advanced to vary the length of the tape at the start of
closure. Loosen screws (U) and turn the operating cam (T)
toward the handwheel end of machine to shorten the
xtending length of tape and in the opposite direction to
lengthen it. Retighten screws (U).
The actuating shoe tension spring (V, Fig. 15) is adjustable
vor various weights of material. Use screw (W) and lock nut
(X) to make this adjustment. The tension should be just strong
enough to press the actuating shoe down, back to its home
position.
Remount cloth plate and tape cutter housing.
TAPE FOLDER FOR STYLE 80800HAN
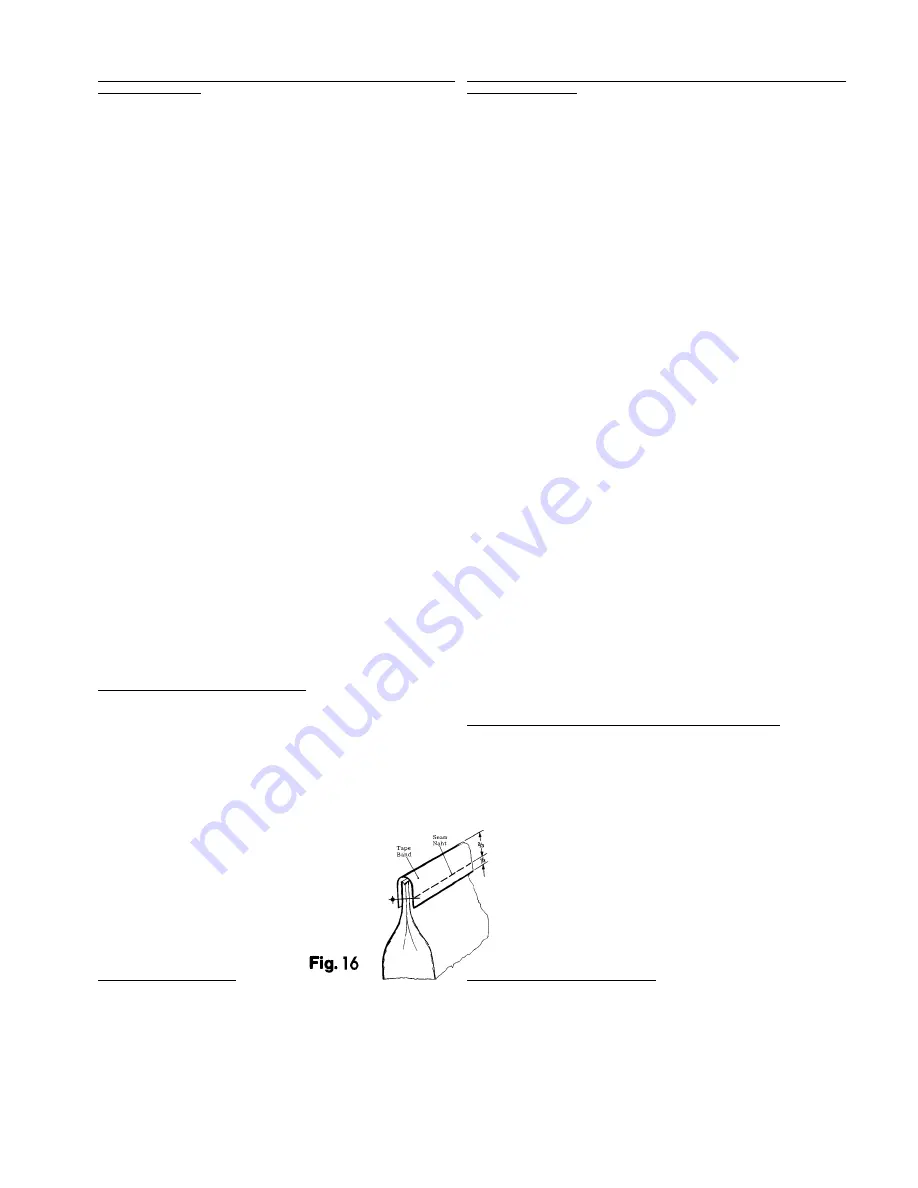
Assemble the tape folder for style 80800HAN with fastening
parts as shown on page 38. The folder has to be aligned
with the support rod to the top surface of throat plate. The
height should be adjusted so, that the tape fully covers the
bag opening and the seam is located in the lower third of
the tape (see Fig. 16).
HINWEISE ZUR BANDABSCHNEIDER FÜR MASCHINEN 80800HN UND
HAN (Fortsetzung)
8. Wird der Taster (K, Fig. 14) leicht angehoben, bewirkt der
Schaltnocken (S, Fig. 15), daß die Schaltnase (R) vom
Schaltshuh (Q) heruntergleitet, inner halb von 1 1/2
Handradumdrehungn oder weniger, wird der Schneidvorgang
ausgelöst.
Überprüfen Sie ob die Messer auf der ganzen Länge schnei-
den.
Gehen Sie wie folgt vor:
Heben Sie den Taster (K, Fig. 14) leicht an und drehen Sie am
Handrad in Nährichtung bis das Obermesser (L) in seiner unter-
sten Stellung ist. Links an er Spitze der Messer soll die Schneide
des Obermessers die Schneide des Untermessers um 1 mm
überlappen.
Stellen Sie das Obermesser entsprechend ein und legen Sie
die Anschlagschrauben (O) am Obermesser an. Ziehen Sie jetzt
die Klemmschrauben (N) gut an.
In geöffnetem Zustand soll rechts am Führungszapfen des
Obermessers ein Durchgang von etwa 4,8 mm sein (siehe Fig.
14).
BEACHTEN SIE: Wenn die Messer (A, Fig. 13) und (L, Fig. 14)
nachgeschliffen werden, bleibt ihre Einstellung erhalten. Sie
müssen nur in ihren Haltern höher und tiefer gestellt werden,
entsprechend dem beim Schärfen abgeschliffenen Werkstoff.
9. Die Lage des Tasters (K, Fig. 14) bestimmt die überstehende
Bandlänge am Anfang des Sackes. Die überstehende Band-
länge am Sackende ist nicht einstellbar.
Höherstellen des Tasters im Langloch verkürzt die überstehende
Bandlänge am Sackanfang, tieferstellen des Tasters verlängert
sie.
Auch die Schaltnockenkurve (T, Fig. 15) kann etwas vor- oder
zurückgestellt werden, um die Länge des überstehenden
Bandes am Anfang des Sackes zu verändern. Lösen Sie dazu
die Schrauben (U) und drehen Sie die Kurve (T) auf die Hand-
radseite der Maschine zu; dies verkürzt die überstehende
Bandlänge. Drehen in entgegengesetzter Richtung verlängert
sie. Ziehen Sie die Schrauben (U) wieder an.
Die Druckfeder (V, Fig. 15) für den Taster kann auf die verschie-
denen Materialstärken eingestellt werden. Die Einstellung wird
mit Schraube (W) und Gegenmuter (X) gemacht. Der Druck
soll gerade stark genug sein, um den Taster wieder nach unten,
zurück in seine Ausgangsstellung zu bringen.
Montieren Sie die Stoffplatte und Bandabschneidergehäuse
wieder.
BANDEINFASSAPPARAT FÜR DIE MASCHINE 80800HAN
Montieren Sie den Bandeinfaßapparat für die Maschine
80800HAN mit Befestigungsteilen wie auf Seite 38 gezeigt. Der
Apparat wird mit den Trägerbolzen zur Stichplattenoberfläche
ausgerichtet. Die Höhe muß so eingestellt werden, daß das Ein-
faßband die Sacköffnung voll umschließt und die Naht etwa im
untereren Drittel des Bandes liegt (siehe Fig. 16).
15
The folder for style 80800HAN can be
adjusted
for tape widths from 50 to 63 mm (2 to 2 1/2
in.) Set the guide so that the bag opening will
be bound equally.
Assemble the tape reel as shown on page 38.
Der Apparat für die Maschine 80800HAN kann für
Bandbreiten von 50 bis 63 mm eingestellt werden.
Stellen Sie die Führungen so, daß die Sacköffnung
gleichmäßig eingefaßt wird.
Montieren Sie den Bandrollenhalter, wie auf Seite 38
gezeigt.
TORQUE REQUIREMENTS
Torque specifications given in this catalog are measured in
Nm (Newton-meter) and inch-pound (in.lbs.).
All straps and eccentrics must be tightened to 2,2 - 2,4 Nm
(19-21 in.lbs.), unless otherwise noted. All nuts, bolts, screws
etc., without torque specifications must be secured as tightly
as possible, unless otherwise noted. Special torque
specifications of connecting rod, links, screws etc., are shown
on part illustrations.
ERFORDERLICHE DREHMOMENTE
Die Drehmomente werden in diesem Katalog in Nm (Newtonme-
ter) und inch-pound (in.lbs.) angegeben.
Alle Verbindungslager und Exzenter sollen mit 2,2 - 2,4 Nm angezo-
gen werden, wenn nicht anders angegeben. Alle Muttern, Bolzen,
Schrauben usw., ohne Drehmomentangaben, müssen so stark wie
möglich angezogen werden, wenn nicht anders angegeben.
Spezielle Drehmomentangaben von Verbindungsstangen,
Gelenken, Schrauben usw. finden Sie bei den Teileabbildungen.
Содержание 80800
Страница 14: ...14...
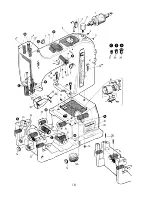
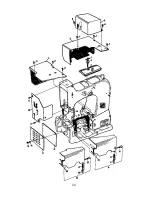
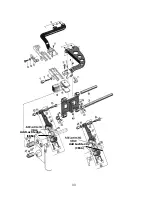
Страница 17: ...17 EXPLODED VIEWS AND DESCRIPTION OF PARTS EXPLOSIONSZEICHNUNGEN UND TEILEBESCHREIBUNGEN...
Страница 18: ...18...
Страница 20: ...20...
Страница 22: ...22...
Страница 24: ...24...
Страница 26: ...26 1 16a...
Страница 28: ...28...
Страница 30: ...30 Add Loctite 262 CE66 Add Loctite 262 CE66...
Страница 32: ...32...
Страница 34: ...34...
Страница 36: ...36...
Страница 38: ...38...
Страница 40: ...40...