



























Spindle Index
The spindle index pin locks the
headstock spindle. It is selectable in
15 degree increments (24 divisions).
There is sight hole to read index
numbers (0 through 23).
1. Stop the lathe.
2. Pull the index knob and turn it left
until the pin drops into the hole. To
lock the spindle it must engage into
a hole in the headstock pulley.
!
Warning!
Make sure the index pin is
out before operating the lathe.
The pin should drop into the
indentation in the headstock to
prevent it from engaging while
the spindle is turning.
Pin
Sight Hole
Index Knob
Headstock
Spindle
Index pin shown
in safe (operation)
position
Divisions Index
Number
Degrees
2 0,12
180
3
0,8,16 (every 8
th
) 120
4
0,6,12,18 (every 6
th
) 90
6
0,4,8,12,16,20 (every 4
th
) 60
8 0,3,6,9,12,15,18,21 (every 3
rd
) 45
12
0,2,4,6,8…22 (every 2
nd
) 30
24 every
hole
15
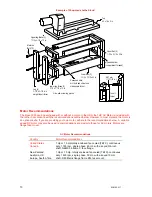
Headstock
The headstock houses the motor pulley, headstock pulley, bearings, and the spindle. The headstock
spindle accepts centers and accessories with no. 2 Morse taper (#2 MT), plus threaded faceplates and
chucks.
Spindle Thread Size
Country
Threads
United States, Canada, UK
1-1/4 x 8 TPI RH
Europe
M33 x 3.5 RH
Australia, New Zealand, South Africa
M30 x 3.5 RH
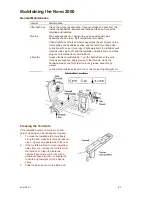
Mounting a faceplate or chuck
1. Use the spindle Index Pin to lock
the headstock spindle.
2. Screw the faceplate or chuck onto
the spindle threads. A spindle
washer in-between may be used to
make removal easier.
!
Warning!
The faceplate or chuck body
must contact the shoulder on
the spindle bearing.
3. Pull and turn the Index Pin and
place it in the "safe" indentation in
the headstock.
Faceplate
Index Pin
Headstock
Spindle
Faceplate or chuck body
must contact shoulder on
the spindle bearing.
!
18
92-0106-017





















































