













12
Call: 1-631-648-7481 or Visit: support.technocnc.com
13
HD II Tabletop Manual
NK105G2
Call: 1-631-648-7481 or Visit: support.technocnc.com
HD II Tabletop Manual
NK105G2
3.5- Adjusting the XYZ Zero position/WCS/User Origin.
XYZ zero position, Working Coordinate System (WCS), and
User Origin are all the same thing.
Different CAM systems and users just name the concept
differently. For convenience XYZ zero position will be used in
the rest of this manual.
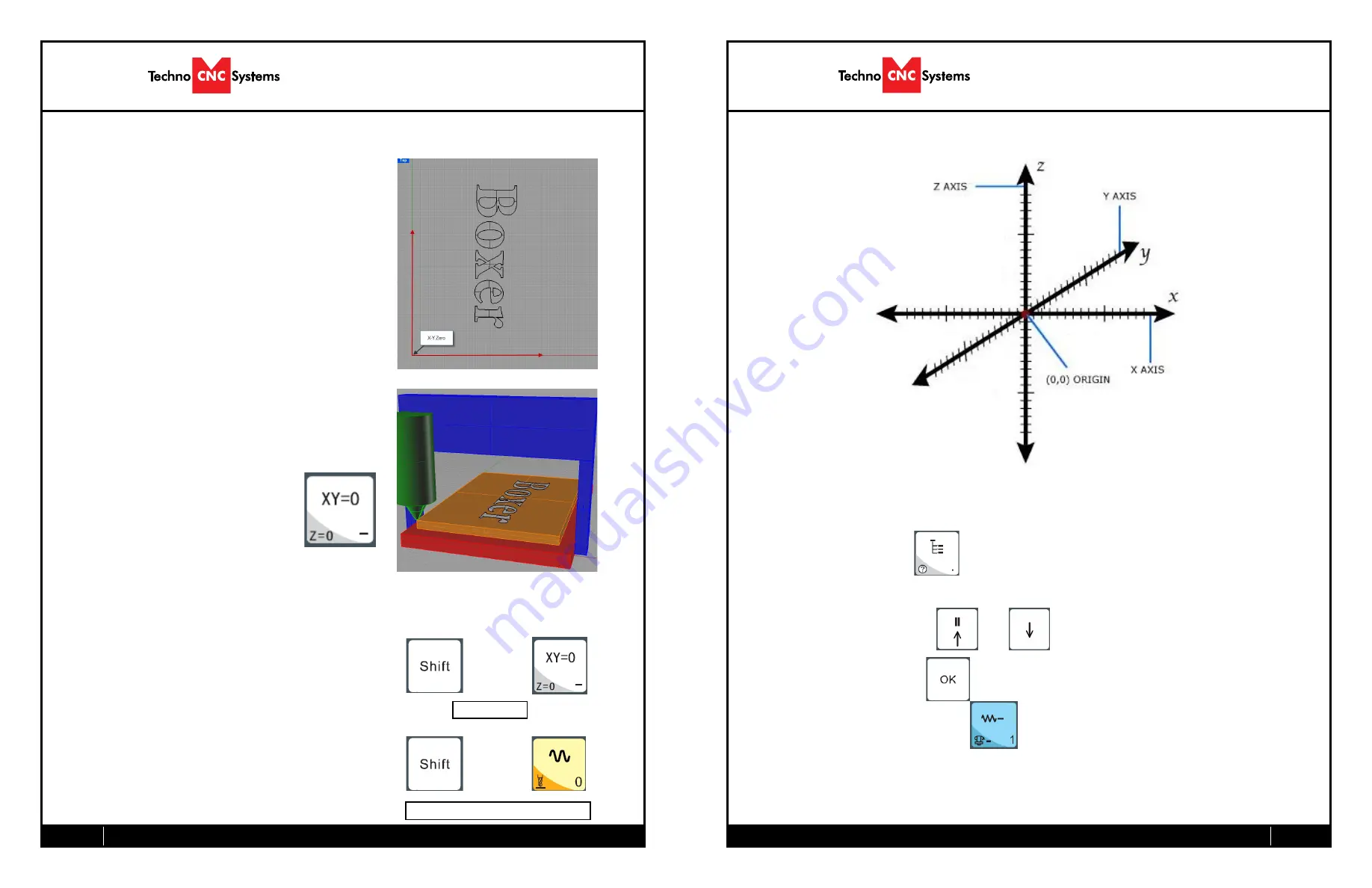
XYZ zero position is the location point on a drawing in a
CAD/CAM package where X,Y and Z all equal zero.
Generally, XY zero is on the bottom left corner and Z zero
is the top of the part. In fig 3.3a the letters are located
away from the XY zero, all points representing positive
integers.
In Fig 3.3b the object represents the material the letters will
be cut from. The machine should be jogged to the corner of
the material by using the directional arrows on the keypad.
Once the machine is in location press to set XY zero. The
coordinates on the controller will change to 0,0.XY zero is
now set.
Fig.3.3b
Fig. 3.3a
There are two methods for setting the Z-axis zero position:
1. Manual Method: Use the Z-axis directional arrows on the
keypad to move the router to the top of the material. Switch
to Step Mode to slowly move the machine into position.
When the router bit is in position press shift/aux and the
Z=0 button as shown.
2. Tool Calibration Block: Place the touch off block on top
of the material and under the cutter. Press shift/aux and 0
simultaneously. The spindle will slowly move down until it
touches the touchpad. The Z axis will now be set to the top
of the material.
The Z coordinate will now read ‘Z 0.000’
+
Zero Z-axis
Activate Z-Touch off procedure.
+
3.6- Loading a G-code
File.
Press the Menu button.
Select “2.USB files” to access the flash drive.
Only a G-code file with an “nc” extension with show.
Scroll through the files with
and
Select file by pressing OK.
Then load the file by pressing 1.
Note:
Files can be copied from this USB to the controller using the “2” button
Local disk space is limited!
Once a file is copied locally, it can also be selected from the jog speed /step size screen





















































