





























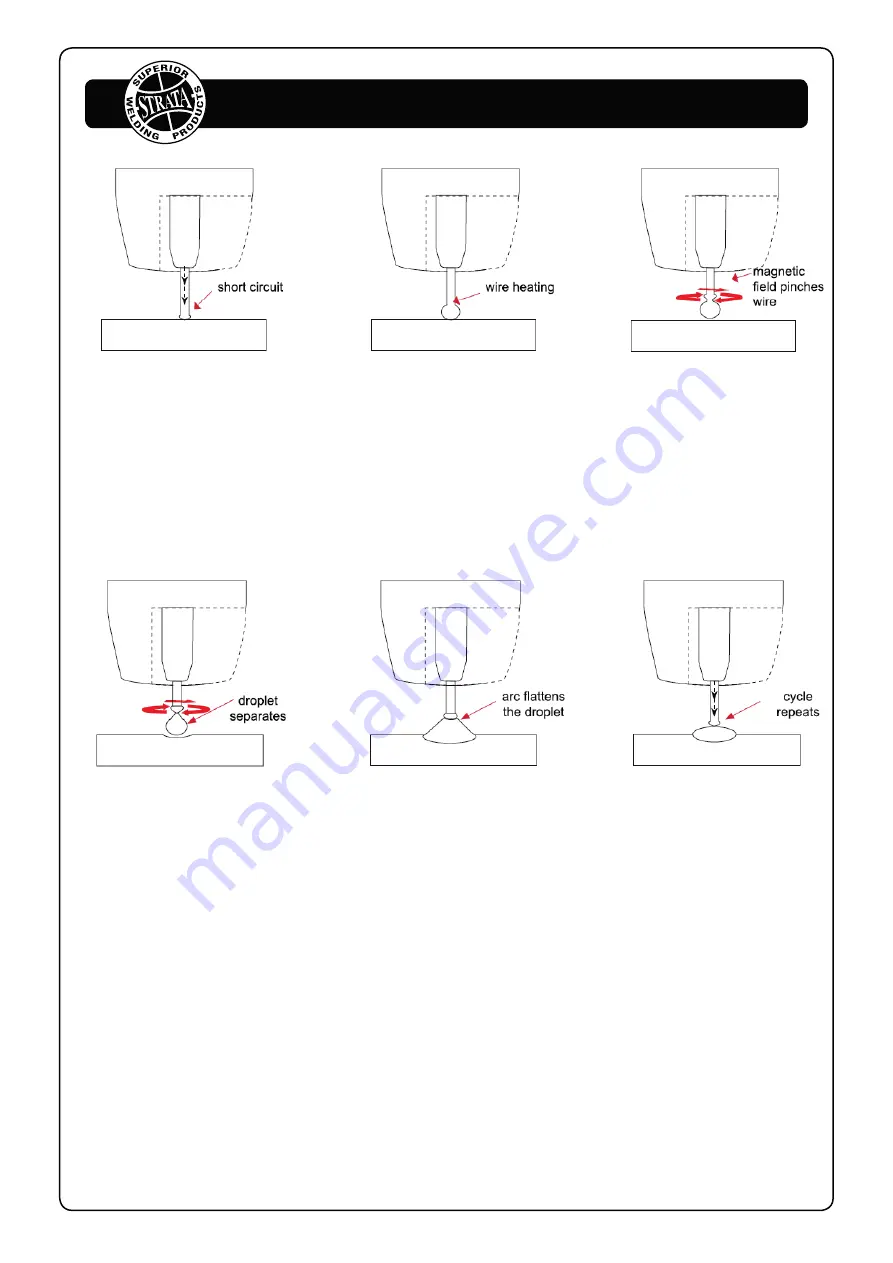
The pinch causes the forming
droplet to separate and fall
towards the now creating
weld pool.
An arc is created at the
separation of the droplet and
the heat and force of the arc
flattens out the droplet into
the weld pool. The heat of the
arc melts the end of the wire
slightly as it feeds towards
the base metal.
The wire feed speed
overcomes the heat of the
arc and the wire again
approaches the work to
short circuit and repeat the
cycle.
Basic MIG Welding
Good weld quality and weld profile depends on gun angle, direction of travel, electrode extension
(stick out), travel speed, thickness of base metal, wire feed speed and arc voltage. To follow are
some basic guides to assist with your setup.
Gun Position - Travel Direction, Work Angle:
Gun position or technique usually refers to how
the wire is directed at the base metal, the angle and travel direction chosen. Travel speed and work
The wire approaches the work
piece and touches the work
creating a short circuit between
the wire and the base metal,
because there is no space
between the wire and the base
metal there is no arc and
current flows through the wire.
The wire cannot support all
the current flow, resistance
builds up and the wire
becomes hot and weak and
begins to melt.
The current flow creates a
magnetic field that begins
to pinch the melting wire
forming it into droplet.
34
www.strata.co.nz
ADVANCEMIG 255C







































































