Printed In U.S.A.
#TS14550
Страница 1: ...March 2012 by South Bend Lathe Co Revised December 2012 TS For Machines Mfg Since 5 11 13 X 40 HEAVY 13 EVS LATHE MODEL SB1051 OWNER S MANUAL...
Страница 2: ...ces of operation is a process that happens through training and experience If you are not an experienced operator of this type of machinery read through this entire manual then learn more from an expe...
Страница 3: ...the 23 Adding Coolant 24 Power Connection 24 Test Run 25 Spindle Break In 28 Recommended Adjustments 29 OPERATION 30 Operation Overview 30 Chuck Faceplate Mounting 31 Installation Removal Devices 31 C...
Страница 4: ...Electrical Safety Instructions 86 Machine Electrical Overview 87 Electrical Component Location Index 88 Electrical Cabinet Overview 89 RPM Display Cabinet Overview 90 RPM Display Cabinet Wiring Diagra...
Страница 5: ...ch as Henry Ford who used the machines he purchased to help him change the world Capabilities This Heavy 13 EVS Lathe is built for daily use in a busy industrial setting Loaded with many nice features...
Страница 6: ...have understood this entire manual and received proper training Figure 1 Identification Q A B C D E F G H I J K L M N O P A Spindle Speed Digital Readout B Chuck Guard w Safety Switch C 3 Jaw Chuck 7...
Страница 7: ...beginning any operations A Spindle Speed Digital Readout Displays the spindle speed in RPM s B Spindle Speed Range Lever Selects the high or low range of spindle speeds to be active C Thread Feed Rate...
Страница 8: ...Engages disengages the half nut for threading operations R Spindle Lever Starts and stops spindle rotation in either direction S Apron Feed Direction Knob Changes direction of the carriage or the cros...
Страница 9: ...t accuracy 1 of 2 AB Tailstock Offset Screw Adjusts the tailstock offset left or right from the spindle centerline 1 of 2 Safety Brake Pedal This lathe is equipped with a brake pedal see Figure 7 to q...
Страница 10: ...WUV 5JKR 7RTKIJV 0 NGEVTKECN 2QYGT 4GSWKTGOGPV 8 2JCUG 2TGYKTGF 8QNVCIG 8 WNN QCF WTTGPV 4CVKPI KPKOWO KTEWKV 5K G PXGTVGT 6 RG CUMCYC 2 5YKVEJ QPVTQN 2CPGN Y CIPGVKE 5YKVEJ 2TQVGEVKQP 2NWI PENWFGF 0Q...
Страница 11: ...VQEM PHQ 5RKPFNG QTG KP 5RKPFNG 6CRGT 6 0WODGT QH 5RKPFNG 5RGGFU 8CTKCDNG 5RKPFNG 5RGGFU 42 5RKPFNG 6 RG CONQEM 5RKPFNG GCTKPIU 05 QT 060 6CRGTGF 4QNNGT 5RKPFNG GPIVJ KP 5RKPFNG GPIVJ YKVJ CY JWEM KP...
Страница 12: ...N 6 QDKN 8CEVTC RTQP CRCEKV SV RTQP NWKF 6 RG 51 GI TK N 6 QDKN 8CEVTC QQNCPV CRCEKV SV 1VJGT QWPVT 1H 1TKIKP 6CKYCP 5QOG QORQPGPVU CFG KP 75 CRCP 9CTTCPV GCT 5GTKCN 0WODGT QECVKQP CDGN QP 4GCT 5KFG Q...
Страница 13: ...follows Death or catastrophic harm WILL occur Moderate injury or re MAY occur Death or catastrophic harm COULD occur Machine or property damage may occur Basic Machine Safety Owner s Manual All machi...
Страница 14: ...verifying that all fastening devices are properly secured and items attached to spindles have enough clearance to safely rotate Chuck Keys or Adjusting Tools Tools used to adjust spindles chucks or a...
Страница 15: ...select the right cutter for the job and make sure it is sharp Using a correct sharp tool decreases strain and provides a better finish Speed Rates Operating the lathe at the wrong speed can cause near...
Страница 16: ...s coming loose at high speeds and striking the operator or bystanders with deadly force To reduce the risk of this hazard read and understand this document and seek additional training from an experie...
Страница 17: ...e For Cleaning Assembly Cotton rags Mineral spirits Quality metal protectant oil Safety glasses Wrench or socket 21mm Wrench or socket 19mm Floor mounting hardware as needed Precision level Standard s...
Страница 18: ...at a time If this machine will be connected to a shared circuit where multiple machines will be running at the same time consult a qualified electrician to ensure the circuit is properly sized A power...
Страница 19: ...cal NEMA 15 20 plug and receptacle Grounding Pin Current Carrying Blades Grounded Outlet Box We do not recommend using an extension cord with this machine If you must use an extension cord only use it...
Страница 20: ...0 Qty G Tool Box 1 H Open End Wrench 22 24mm 1 I Open End Wrench 14 17mm 1 J Open End Wrench 10 12mm 1 K Phillips Screwdriver 2 1 L Standard Screwdriver 2 1 M Hex Wrench 8mm 1 N Carbide Tipped Dead Ce...
Страница 21: ...AT HAVE RUST PREVENTATIVE with a liberal amount of your cleaner or degreaser and let them soak for a few minutes 3 Wipe off the surfaces If your cleaner or degreaser is effective the rust preventative...
Страница 22: ...al environment where your machine is operated is important for safe operation and longevity of parts For best results operate this machine in a dry environment that is free from excessive moisture haz...
Страница 23: ...g to move the carriage make sure the carriage lock is loose the half nut is disengaged and the power feed is disengaged feed selection lever 5 Position hardwood blocking under each end of the bed as s...
Страница 24: ...12 long and sensitive enough to show a distinct movement when a 0 003 shim approximately the thickness of one sheet of standard newspaper is placed under one end of the level See the gure below for a...
Страница 25: ...HINE Refer to Lubrication Section for Correct Oil Type Bolting to Concrete Floors The headstock quick change gearbox and apron oil reservoirs must have the proper amount of oil in them before the lath...
Страница 26: ...ice on Page 71 Power Connection Once your machine is set up and assembled as previously described in this manual it is ready to be connected to the power source To connect power cord to the lathe 1 MA...
Страница 27: ...cussed in this manual have been followed and completed Ground L1 L2 L3 Master Power Switch To Power Source HOT HOT HOT 6T3 N N 4T2 2T1 5L3 3L2 1L1 Connect incoming HOT wires here Figure 20 Power conne...
Страница 28: ...vailable Figure 22 Control panel components Spindle Speed Dial Power Light Coolant Pump Switch Jog Button STOP Button Figure 23 Feed range lever Low Neutral Feed Range Lever High Feed Range Lever DO N...
Страница 29: ...isconnect it from power and call Tech Support for help 15 Move the spindle lever to the OFF middle position reset the STOP button by twisting it clockwise until it pops out then restart spindle rotati...
Страница 30: ...in process as described below This will ensure the best results and maximum life of the precision components inside the lathe The break in procedure must be performed in succession with the Test Run p...
Страница 31: ...the adjustments listed below have been performed at the factory However because of the many variables involved with shipping we recommend that you at least verify the following adjustments to ensure t...
Страница 32: ...e carriage handwheels or power feed options to move the tooling into the workpiece for operations 12 When finished cutting moves the spindle lever to the OFF position presses the foot brake to complet...
Страница 33: ...ht and size of the chuck will determine the appropriate device to use refer to the following figure for examples Pre Threaded Hole for Lifting Eye Way Slot Jaw Slot Plywood 2x4 Chuck Cradle Plywood Ch...
Страница 34: ...y tightened Cam line between V s Figure 29 Correcting an improperly installed stud Stud Too High Turn In One Turn Stud Too Low Turn Out One Turn INCORRECT INCORRECT To ensure accurate work it is extre...
Страница 35: ...sily the tapers release If it was necessary to bump the chuck or use a mallet to release the tapers then they are seating together properly If the tapers released easily with little intervention they...
Страница 36: ...ment Unsafe Jaw Position and Poor Unstable Workpiece Shallow Bar Stock Outside Safer Use Jaw Grip 4 Jaw Chuck Refer to the Chuck Installation see Page 32 and Chuck Removal see Page 33 instructions to...
Страница 37: ...late Refer to the Chuck Installation see Page 32 and Chuck Removal see Page 33 instructions to install or remove the faceplate The faceplate included with your lathe can be used for a wide range of op...
Страница 38: ...stock 1 Pull the tailstock lock lever backward away from the spindle to unlock the tailstock from the bedway 2 Slide the tailstock to the desired position 3 Push the tailstock lock lever forward towar...
Страница 39: ...pin to push against when the quill is retracted for tool removal Otherwise removal of such tooling may be dif cult To install tooling in the tailstock 1 With the tailstock locked in place unlock the...
Страница 40: ...tion the tailstock top casting toward the back of the lathe to machine a taper at the spindle end Note The marks on the offset indicator are arbitrary For a precise offset use a dial indicator to chec...
Страница 41: ...o back If the bedway is not level correct this condition before continuing with this procedure refer to Leveling Mounting on Page 22 2 Center drill both ends of one piece of round stock then set it as...
Страница 42: ...lathe the distance of the taper Looking down from above Figure 45 Adjust tailstock away from the operator Centers Figure 46 shows the MT 5 dead centers included with the lathe In addition an MT 7 MT 5...
Страница 43: ...installed in the spindle using a lathe dog and faceplate for turning between centers Mounting Center in Tailstock Either a carbide tipped dead center or live center can be used in the tailstock Mount...
Страница 44: ...the center releases If the center does not come loose by retracting the quill extend the quill to expose the slot see Figure 49 then use a drift key to remove the center Figure 49 Example photo of th...
Страница 45: ...ace 5 Loosen the three leaf screws so the finger roller positions can be adjusted 6 Use the finger adjustment knobs to position the bottom two finger rollers against the workpiece as shown in the exam...
Страница 46: ...To reduce the effects of friction lubricate the brass finger tips with generous lubricant during operation Figure 53 Follow rest attachment Cap Screws Carriage Slide Locks The carriage cross slide and...
Страница 47: ...time you set the angle of the compound rest for cutting threads mark the location on the cross slide as a quick reference point This will allow you to quickly return the compound rest to that exact an...
Страница 48: ...lstock To Spindle Centerline on Page 39 for detailed instructions Make a facing cut on a piece of round bar stock If the tool is above or below the spindle centerline a nub will be left in the center...
Страница 49: ...lows you to manually stop the carriage at the same position for repeat cuts such as when turning up to a shoulder The micrometer stop includes a graduated dial that allows you to precisely position th...
Страница 50: ...rect spindle speed is important for safe and satisfactory results as well as maximizing tool life To set the spindle speed for your operation you will need to 1 Determine the best spindle speed for th...
Страница 51: ...k Both the carriage and cross slide have power feed capability when the carriage is engaged with the feed rod The rate that these components move feed rate is controlled by the headstock and quick cha...
Страница 52: ...hen the lathe is stopped selects the direction for power feed Note When the lathe is running use the quick change feed direction knob on the apron Do not attempt to engage the feed selection lever and...
Страница 53: ...CT4W 003 085 LCT8W 0033 10 LCS2W 004 13 LCS4W 005 18 LCS8W 007 mm in 3 The configuration string of characters to the right of the selected feed rate LCS8W displays the positions to set the feed contro...
Страница 54: ...ending upon the type of operation to be performed The lathe is shipped with the end gears in the standard configuration Standard End Gear Con guration Use the standard end gear configuration for inch...
Страница 55: ...from the 57T gear Hand tighten the hex nut to keep the arm in place 5 Use a stiff brush and mineral spirits to clean away the debris and grime from the gears and shafts then lubricate these devices as...
Страница 56: ...Locate the line in the metric thread chart that lists the setting for 1 75mm thread pitch as illustrated in Figure 73 Threading Figure 73 Metric thread chart with 1 75mm thread pitch highlighted 2 LT1...
Страница 57: ...d Half Nut Lever Feed Selection Lever Thread Dial When inch threading the numbers on the thread dial are used with the thread dial chart to show when to engage the half nut The thread dial gear must b...
Страница 58: ...es or modular pitches For these types of operations you must leave the half nut engaged until the turning is complete The following examples explain how to use the thread dial chart TPI Divisible By 4...
Страница 59: ...igure 82 Half nut stays engaged for 27 8 TPI 27 8 Same as Metric Threads Thread Dial Not Used The chip drawer catches swarf and metal chips during operation A screen in the bottom prevents large chips...
Страница 60: ...oil can or brush or omitted completely Workpiece Dry Water Soluble Oil Synthetic Coolants Sulferized Oil Mineral OIl Figure 85 Coolant selection table Coolant System When the coolant pump is turned O...
Страница 61: ...ls easily without requiring modification to the gear cover Capable of delivering years of trouble free service and manufactured with the same high quality workmanship materials and tolerances South Be...
Страница 62: ...integral shank to maximize concentricity between the body shank and jaws They start as a one piece high alloy body which is turned then finish ground throughout making them as close to zero TIR Total...
Страница 63: ...d front panel and 13 drawers of various sizes Seven drawers even have removable dividers for organizing and protecting tools All drawers and top compartment are felt lined for added protection The fro...
Страница 64: ...l times to minimize the risk of injury or machine damage If any of the conditions below are observed stop the lathe immediately disconnect power and correct the condition before resuming operations Lo...
Страница 65: ...ming the maintenance items Service Item Change Gearbox Oil Change Headstock Oil Change Apron Oil Change Coolant Annual Service Make copies of this page to use each month Keep each chart as a maintenan...
Страница 66: ...Adding Oil The sight glass on the side of the headstock oil tank see Figure 97 shows the oil level and temperature the bottom line represents the minimum oil level and the top line represents the maxi...
Страница 67: ...minutes to warm the headstock oil 2 DISCONNECT LATHE FROM POWER 3 Put on safety goggles rubber gloves and a respirator to protect yourself from the contamination hazards of the oil 4 Remove the side...
Страница 68: ...bottom of the tank to collect any fine metal particles This will make cleaning easier the next time and reduce the risk of metal particles entering the pump 12 Re install the drain plug fill the tank...
Страница 69: ...4 Maintain the oil volume so the oil sight glass is at least halfway full Figure 104 Location of apron oil sight glass Sight Glass Draining Oil Flushing Reservoir Since the apron oil reservoir supplie...
Страница 70: ...on interval Check the apron oil level through the sight glass before using the one shot oiler Longitudinal Leadscrew Oil Type Mobil Vactra 2 or ISO 68 Equivalent Oil Amount As Needed Lubrication Frequ...
Страница 71: ...lean the outside surface to remove any dust or grime Push the rubber or plastic tip of the oil can nozzle against the ball oiler to create a hydraulic seal then pump the oil can once or twice If you s...
Страница 72: ...keep the gears free of dust or debris from the outside environment Lubricating 1 DISCONNECT LATHE FROM POWER 2 Remove the end gear cover and all the end gears shown in Figure 111 3 Clean the end gears...
Страница 73: ...ted with a fine screen This works well when the tank is regularly cleaned however if too much sludge is allowed to accumulate before the tank is cleaned the pump will inevitably begin sucking it up Ha...
Страница 74: ...er materials and tools Make sure to dispose of old fluid according to federal state and fluid manufacturer s requirements Items Needed Qty Safety Wear See Hazards on Page 71 New Coolant 11 Quarts 10 5...
Страница 75: ...essed air 3 DISCONNECT LATHE FROM POWER 4 Thoroughly clean all unpainted bare metal surfaces then apply a liberal coat of way oil heavy grease or rust preventative Take care to ensure these surfaces a...
Страница 76: ...t and leadscrew Figure 115 Compound rest backlash adjustment set screws Set Screws Reducing backlash to less than 0 002 is impractical and can lead to accelerated wear of the wedge nut and leadscrew A...
Страница 77: ...ng the handwheel and adjust the gib screws as necessary to make it tighter or looser The gib adjustment process usually requires some trial and error Repeat the adjustment process as necessary until y...
Страница 78: ...k see Figure 122 to release the clamping pressure between the upper and lower castings Test the gib adjustment by using the offset adjustment screws When you are satisfied with the setting retighten t...
Страница 79: ...not be too stiff or too sloppy 4 Repeat Steps 2 3 if necessary until you are satis ed with the half nut pressure 5 Re install the thread dial Figure 123 Half nut gib adjustment Set Screws V Belts V be...
Страница 80: ...ake band is new the lining is approximately 6mm thick If the lining thickness wears to 3mm or less the brake band must be replaced Otherwise the rivets that secure the lining to the band will soon gri...
Страница 81: ...pedal cam Brake Switch Pedal Cam Leadscrew Shear Pin Replacement Tools Needed Qty External Retaining Ring Pliers 1 1 Magnet 1 Safety Goggles 1 Blow Gun w Compressed Air 1 Light Machine Oil As needed...
Страница 82: ...then rotate the lathe spindle to line up the inner and outer bores as shown in Figure 133 Next use the magnet to remove the other half of the broken shear pin when it becomes visible Figure 133 Shear...
Страница 83: ...arts The gap insert was installed then ground flush with the bed at the factory to ensure a precision fit and alignment Therefore if the gap insert is removed it may be difficult to re install with th...
Страница 84: ...wn in Figure 138 Figure 138 Fasteners holding gap in place Gap Bed Cap Screw Way End Cap Screw Dowel Pin Jack Nut 2 Remove the two way end cap screws 3 Tighten the two dowel pin jack nuts until the pi...
Страница 85: ...hes are not engaged 7 Thermal overload relay has tripped 7 Turn the thermal relay cut out dial to increase working amps and push the reset pin Replace if tripped multiple times weak relay 8 Motor conn...
Страница 86: ...ll 1 Quill is not retracted all the way back into the tailstock 1 Turn the quill handwheel until it forces the tapered tool out of quill 2 Contaminants not removed from taper before inserting into qui...
Страница 87: ...n away chips that load up during turning operations 5 Bedways are dry and in need of lubrication 5 Lubricate bedways and handles 6 Micrometer stop is interfering 6 Check micrometer stop position and a...
Страница 88: ...ious injury or re Motor Wiring The motor wiring shown in these diagrams is current at the time of printing but it may not match your machine Always use the wiring diagram inside the motor junction box...
Страница 89: ...Page 95 Coolant Pump Motor Page 95 Oil Pump Motor Page 96 Oil Pressure Sensor Page 96 Resistor Page 90 RPM Display Page 90 Electrical Cabinet Pages 91 93 92 Brake Switch Page 97 Control Panel Page 94...
Страница 90: ...ion Index Work Light Page 97 Control Panel Page 94 Brake Switch Page 97 RPM Display Resistor Page 90 Spindle Switches Page 96 Behind Splash Guard Oil Pressure Sensor Page 96 RPM Sensor Coolant Pump Mo...
Страница 91: ...d Relay Page 91 F4 Circuit Breaker 6A Page 91 F5 Fuse 4A Page 91 F6 Fuse 0 5A Page 91 K1 Spindle Motor Contactor Page 91 K2 Oil Pump Motor Contactor Page 91 N1 Inverter Page 92 PCB Circuit Board Page...
Страница 92: ...Display Cabinet Overview RPM Display Cabinet Wiring Diagram RPM RES RPM N1 B2 TB K TB L13 TB L11 TB L TB COM N1 B1 1 2 3 4 5 6 7 8 9 RES RPM Display Resistor RT LT Figure 140 RPM cabinet components an...
Страница 93: ...K1 K2 F3 0 220 380 400 415 440 0 0 F5 T1 24 Ground F6 220 Grnd F1 F4 TB U1 TB 2 TB L13 TB 0 TB 4 PS TB V1 TB W1 TB U2 TB V2 TB W2 N1 R L1 N1 S L2 N1 T L3 TB 2 TB L11 W1 V1 U1 W2 V2 U2 2 2 2 2 L1 L1 L...
Страница 94: ...S Rot COM PCB S Rot NC PCB S Rot NO PCB S Rot NO PCB 0V F3 2T1 T1 U Ground V 0 1 2 2 3 4 5 A1 6 7 8 9 11 K L L11 L13 W L11 L13 U1 V1 W1 U2 V2 W2 COM U U U V V 0 1 2 4 3 6 7 9 11 11 8 2 1 W W V W L11 L...
Страница 95: ...ntrol Panel Control Panel Control Panel 19 20 12 13 14 PCB 24V COM BRAKE NO BRAKE NC CHUCK SPINDLE ROTATION COM NO NO NC COM JOG VR4 1 VR4 2 VR4 3 CSS 24V 0V KR1 KR2 KR3 KR4 0V KR4 NC KR4 NO KR4 COM 2...
Страница 96: ...PCB 3 Control Panel Viewed from Behind Spindle Speed Dial Power Light Coolant Pump Switch Jog Button STOP Button X2 3 4 NO 3 4 NO 1 2 NC X1 3 3 3 3 4 20 19 3 1 2 14 13 13 12 12 14 2 nd 2 Spindle Spee...
Страница 97: ...d L11 L13 W5 W2 U5 U2 V2 V5 V6 W1 U6 V1 U1 W6 W V U Ground Ground V1 U1 W1 6 4 5 3 2 1 Coolant Pump Motor Wiring Figure 143 Coolant pump junction box Figure 142 Spindle motor junction box Junction Box...
Страница 98: ...nsor Spindle Switch Wiring Oil Pump Motor Pressure Sensor Wiring Figure 144 Spindle switch wiring 7 6 6 8 9 COM COM NO NO NC NC Figure 145 Oil pump motor pressure sensor Oil Pump Motor Oil Pressure Se...
Страница 99: ...2 13 21 NO 4 5 3 A1 Additional Component Wiring Power Supply Connection PS Ground Hot Hot Hot Master Power Switch 220VAC 15 20 Plug As Recommended HOT HOT HOT 6T3 N N 4T2 2T1 5L3 3L2 1L1 Figure 147 Ch...
Страница 100: ...5 11 13 x 40 Heavy 13 EVS Lathe P A R T S Headstock Cover 1 2 3 4 REF PART DESCRIPTION REF PART DESCRIPTION 1 PSB10510001 OIL CAP 3 PSB10510003 HEADSTOCK TOP COVER 2 PCAP29M CAP SCREW M6 1 X 40 4 PSB...
Страница 101: ...Headstock Controls 6 7 9 9 9 20 20 21 21 22 23 24 25 26 27 28 28 28 39 29 30 30 30 31 34 35 36 37 38 41 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 42 42 43 43 44 44 45 46 47 47 48 48...
Страница 102: ...ESSION SPRING 60 PSB10510060 SPEED RANGE SHIFT FORK 30 PSS20M SET SCREW M8 1 25 X 8 149 PSB10510149 HEADSTOCK FRONT PANEL 31 PSB10510031 SPEED RANGE SELECTOR HUB 150 PSB10510150 OIL DISTRIBUTOR BRACKE...
Страница 103: ...eavy 13 EVS Lathe 101 P A R T S Headstock Internal Gears 38 38 38 61 62 63 64 71 72 73 74 74 75 75 75 76 77 81 82 83 83 84 85 86 88 90 91 92 93 94 95 96 97 98 99 100 101 102 103 103 104 105 106 107 10...
Страница 104: ...103 PK162M KEY 10 X 6 X 85 75 PR31M EXT RETAINING RING 38MM 104 PK109M KEY 7 X 7 X 35 76 PSB10510076 SPLINE SHAFT 105 PCAP07M CAP SCREW M6 1 X 30 77 PSB10510077 COMBO GEAR ASSY 22T 76T 106 PSB1051010...
Страница 105: ...SCREW M6 1 X 16 137 PSB10510137 SHAFT 83 PR11M EXT RETAINING RING 25MM 138 PSB10510138 GEAR 21T 85 PR09M EXT RETAINING RING 20MM 139 PSB10510139 SHAFT 121 PSB10510121 RPM SENSOR PIN 141 PSB10510141 GE...
Страница 106: ...206 206 206 206 206 206 207 208 209 210 211 211 212 213 214 215 216 217 218 219 220 221 221 221 222 223 224 224 224 225 225 225 225 225 225 226 226 226 227 228 229 230 231 232 233 234 235 236 237 238...
Страница 107: ...GEAR 22T 214 PSB10510214 SPACER 245 PSB10510245 GEAR 22T 215 PR11M EXT RETAINING RING 25MM 246 PSB10510246 GEAR 22T 216 PSB10510216 SPLINE SHAFT 247 PSB10510247 GEAR 33T 217 PSB10510217 SPLINE SHAFT...
Страница 108: ...266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 282 283 284 288 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 312...
Страница 109: ...4 G30 278 PSB10510278 LOWER MIDDLE SHIFT FORK 317 PSB10510317 SELECTOR LEVER SUPPORT 279 PSB10510279 UPPER MIDDLE SHIFT FORK 318 PSB10510318 SELECTOR LEVER PANEL 280 PSB10510280 UPPER SHIFT FORK 319 P...
Страница 110: ...Apron Front View 401 402 402 403 404 405 406 407 408 409 410 411 412 413 414 414 414 415 416 417 418 419 420 421 422 422 423 424 425 426 427 428 429 430 431 432 434 435 437 438 439 440 441 442 444 44...
Страница 111: ...RACKET 412 PSB10510412 FEED SELECTION LEVER 442 PSB10510442 CARRIAGE GRADUATED DIAL 413 PSB10510413 PINION SHAFT 444 PSB10510298 COMPRESSION SPRING 6 X 13 414 PSTB001 STEEL BALL 1 4 445 PSB10510445 CA...
Страница 112: ...ARM 455 PSB10510455 SPACER 479 PSB10510479 HALF NUT 456 PR11M EXT RETAINING RING 25MM 480 PSB10510480 HALF NUT GIB 458 PSB10510458 GEAR 18T 481 PSB10510481 APRON BASE 459 PRP88M ROLL PIN 5 X 22 482 PS...
Страница 113: ...27 524 PCAP04M CAP SCREW M6 1 X 10 509 PSB10510509 TOOL POST SLIDE BLOCK 525 PSS03M SET SCREW M6 1 X 8 510 PSB10510510 COMPOUND REST 526 PCAP02M CAP SCREW M6 1 X 20 511 PSB10510511 COMPOUND REST GIB...
Страница 114: ...601 601 602 603 604 605 606 607 608 608 609 609 610 611 612 613A 613 614 615 616 617 618 619 620 620 621 621 622 623 624 624 625 625 626 627 628 628 629 629 630 630 631 632 633 634 635 636 637 638 63...
Страница 115: ...UT 639 PSB10510639 REAR CARRIAGE GIB WAY 613A PSB10510613A LEADSCREW W NUT ASSEMBLY 640 PSB10510640 FRONT CARRIAGE GIB WAY 613 PSB10510613A CROSS SLIDE LEADSCREW 651 PSB10510651 ONE SHOT OILER ASSEMBL...
Страница 116: ...R ASSEMBLY 644 PSB10510644 STRAIGHT ADAPTER 1 8 PT X 4MM 652 PSB10510652 PUMP BRACKET 645 PSB10510645 OIL TUBE 4 X 260MM ALUMINUM 665 PSS03M SET SCREW M6 1 X 8 646 PSB10510646 ELBOW ADAPTER 1 8 PT X 4...
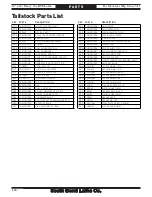
Страница 117: ...707 CLAMPING PLATE 708 PSS10M SET SCREW M10 1 5 X 20 709 PSB10510709 PLUG COPPER 710 PSS06M SET SCREW M8 1 25 X 16 711 PSB10510711 DOG POINT SET SCREW M8 1 25 X 12 712 PSS14M SET SCREW M8 1 25 X 12 Di...
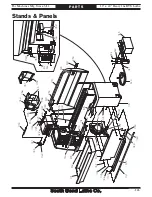
Страница 118: ...3 863 4 863 5 863 6 801 802 803 804 803 804 805 806 807 808 809 809 810 811 812 813 814 815 816 817 818 819 820 821 822 823 824 825 826 827 828 829 830 831 832 833 834 835 836A 836 837 838 839 840 841...
Страница 119: ...PIN 6 X 2 853 PSB10510853 PIVOT ARM 818 PSB10510818 LEVER KNOB 854 PEC09M E CLIP 6MM 819 PSB10510819 SPINDLE LEVER 855 PSB10510855 SPINDLE ROD LINKAGE SHAFT 820 PN09M HEX NUT M12 1 75 856 PSB10510856...
Страница 120: ...904 PIVOT FRAME 914 PK28M KEY 7 X 7 X 30 905 PK166M KEY 7 X 7 X 15 915 PSB10510915 STUD FT M12 1 75 X 150 906 PN09M HEX NUT M12 1 75 916 PCAP14M CAP SCREW M8 1 25 X 20 907 PSB10510907 GEAR FLAT WASHER...
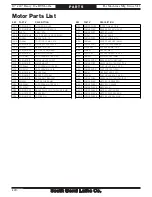
Страница 121: ...03 1004 1005 1005 1006 1007 1008 1008 1008 1009 1010 1011 1012 1013 1014 1014 1015 1015 1016 1017 1018 1019 1019 1020 1021 1022 1023 1024 1025 1026 1027 1028 1028 1029 1030 1030 1031 1031 1032 1033 10...
Страница 122: ...1 5 X 45 1011 PCAP191M CAP SCREW M8 1 25 X 120 1035 PW04M FLAT WASHER 10MM 1012 PSB10511012 MOTOR MOUNT SHAFT 1036 PSB10511036 BRAKE SWITCH BRACKET 1013 PSB10511013 MOTOR MOUNT 1037 PSB10491137 MICRO...
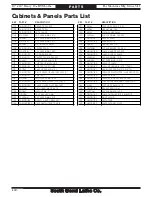
Страница 123: ...104 1105 1105 1106 1106 1107 1107 1108 1109 1110 1111 1112 1113 1114 1115 1116 1117 1118 1106 1104 1119 1120 1121 1122 1123 1124 1125 1126 1127 1128 1128 1129 1129 1129 1130 1130 1130 1131 1132 1133 1...
Страница 124: ...X 10 1138 PSS34M SET SCREW M5 8 X 16 1113 PSB10511113 CHIP TRAY RIGHT SLIDE 1139 PSB10511139 COOLANT CHUTE 1114 PSB10511114 CHIP TRAY LEFT SLIDE 1140 PSB10511140 COOLANT HOSE 3 8 X 72 CT801 1115 PS05...
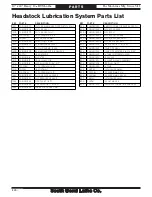
Страница 125: ...tion System D D B B A A C C E E 1201 1202 1203 1204 1205 1206 1204 1206 1207 1208 1209 1210 1214 1215 1216 1217 1218 1219 1220 1221 1201 1222 1223 1224 1225 1225 1 1225 4 1225 2 1225 5 1225 3 1226 122...
Страница 126: ...5 1227 PSB10511227 STAND PIPE SEAL 1209 PSB10511209 RPM SENSOR FQP2 1604N 3U2 1228 PSB10511228 STAND PIPE W FILTER 3 8PT X 9 1 2 1210 PN07M HEX NUT M3 5 1229 PSB10511229 OIL TUBE 10 X 100MM NYLON 1214...
Страница 127: ...3 1304 1304 1305 1306 1307 1308 1309 1310 1311 1312 1313 1314 1317 1318 1319 1321 1322 1323 1324 1325 1325 1327 1328 1329 1330 1331 1331 1332 1333 1334 1335 1336 1337 1338 1339 1341 1342 1343 1344 134...
Страница 128: ...LEVER 1312 PSB10511312 HANDLE 1344 PSB10511344 CLAMP PLUNGER FLAT WASHER 12MM 1313 PSB10511313 COMPRESSION SPRING 6 2 X 16 1345 PSB10511345 GUIDE KEY BASE 1314 PSTB001 STEEL BALL 1 4 1346 PCAP01M CAP...
Страница 129: ...0511400 BOTTOM STEADY REST CASTING 1414 PSB10511414 HINGE PIN 1415 PSB1046PF1708 DOG PT LEAF SCREW M8 1 25 X 25 1416 PN09M HEX NUT M12 1 75 1417 PLW05M LOCK WASHER 12MM 1418 PSB10511418 STUD FT M12 1...
Страница 130: ...nce 5 11 13 x 40 Heavy 13 EVS Lathe P A R T S Electrical Cabinets Control Panel 1500 1501 1502 1503 1504 1504 1 1505 1505 1 1506 1507 1508 1509 1509 1510 1511 1512 1513 1514 1514 1514 1515 1516 1517 1...
Страница 131: ...04 PSB10511504 FUSE HOLDER ASSEMBLY 0 24V 1515 PSB10511515 RELAY OMRON MY2NJ 24V 1504 1 PSB10511504 1 FUSE T4A250T GLASS 1516 PSB10511516 TERMINAL BLOCK 3P LARGE 1505 PSB10511505 FUSE HOLDER W GROUND...
Страница 132: ...SDF2 SCREWDRIVER FLAT 2 1552 2 PSB10511552 2 FACEPLATE CAMLOCK STUD SET 1563 PSDP2 SCREWDRIVER PHILLIPS 2 1553 PSB10511553 3 JAW CHUCK KEY 1564 PAW1510M HEX WRENCH SET 10PC 1 5 10MM 1554 PSB10511554 4...
Страница 133: ...s to prevent injury The owner of this machine MUST maintain the original location and readability of these safety labels If any label is removed or becomes unreadable REPLACE that label before using t...
Страница 134: ...L LABEL 1604 PSBPAINT02 SB LIGHT BLUE TOUCH UP PAINT 1617 PSB10511617 CHANGING SPEEDS NOTICE LABEL 1605 PSB10511605 HEAVY 13 LABEL 1618 PSB10511618 CHANGING END GEARS LABEL 1606 PSB10511606 V WAY DESC...
Страница 135: ...ne complies with the provisions of any law act code regulation or standard of any domestic or foreign government industry or authority In no event shall South Bend s liability under this warranty exce...
Страница 136: ...Printed In U S A TS14550...