










For Machines Mfg. Since 5/11
13" x 40" Heavy 13
®
EVS Lathe
-115-
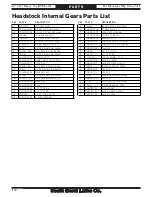
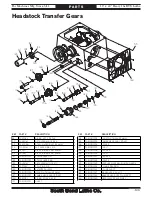
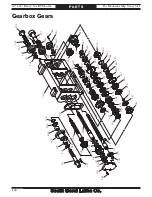
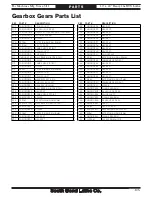
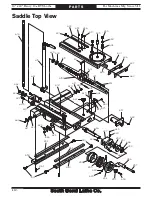
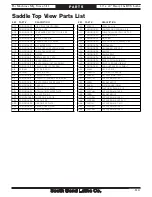
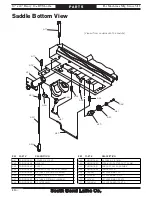
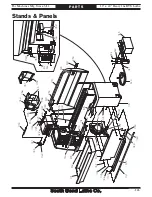
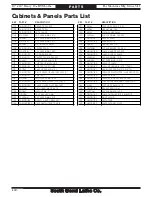
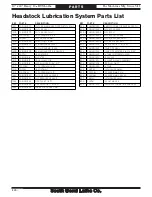
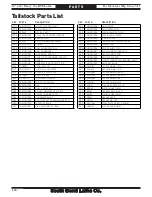
P A R T S
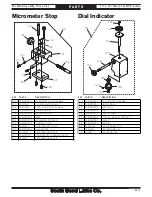
Micrometer Stop
701
702
700
703
704
705
706
707
708
709
710
711
712
REF
P
A
RT #
DESCRIPTION
7
00
PSB10
5
10
7
00
MICROMETER STOP
A
SSEMBLY
7
01
PC
A
P
7
1M
C
A
P SCREW M10-1.
5
X 60
7
02
PRIV009M
STEEL FLUTED RIVET 2 X 6MM
7
03
PSB10
5
10
7
03
INDIC
A
TOR PL
A
TE
7
04
PSB10
5
10
7
04
MICROMETER DI
A
L
7
0
5
PSB10
5
10
7
0
5
BODY
7
06
PSB10
5
10
7
06
MICROMETER STOP ROD
7
0
7
PSB10
5
10
7
0
7
CL
A
MPING PL
A
TE
7
08
PSS10M
SET SCREW M10-1.
5
X 20
7
09
PSB10
5
10
7
09
PLUG COPPER
7
10
PSS06M
SET SCREW M8-1.2
5
X 16
7
11
PSB10
5
10
7
11
DOG POINT SET SCREW M8-1.2
5
X 12
7
12
PSS14M
SET SCREW M8-1.2
5
X 12
Dial Indicator
751
752
750
753
754
755
757
758
759
761
762
REF
P
A
RT #
DESCRIPTION
75
0
PSB10
5
10
75
0
DI
A
L INDIC
A
TOR
A
SSEMBLY
75
1
PSB10
5
10
75
1
INDIC
A
TOR DI
A
L
75
2
PSB10
5
10
75
2
PIVOT STEM
75
3
PSB10
5
10
75
3
BODY
75
4
PSB10
5
10
75
4
KNURLED KNOB
755
PSB10
5
10
755
STUD-UDE M8-1.2
5
X 110 20/30
757
PSB10
5
10
757
SP
A
CER
75
8
PSB10
5
10
75
8
GE
A
R 16T
75
9
PC
A
P04M
C
A
P SCREW M6-1 X 10
7
61
PSS02M
SET SCREW M6-1 X 6
7
62
PN03M
HEX NUT M8-1.2
5
Содержание SB1051
Страница 136: ...Printed In U S A TS14550...




























































