























1.
The X axis power feed motor is powered by it's own motor. To turn the
power feed on, move the ON /Off switch to the on position.
2.
Turn the speed control to zero before moving the direction lever. This
will keep the table from moving faster than desired.
3.
Move the direction lever left to move left and right to move right. The
center position shuts the motor off and disengages the internal gears
so the table can be moved with the hand wheel.
4.
Turn the speed control slowly until you reach the desired feed speed.
Spindle Power Feed
1.
The spindle power feed is located on the mill head. There is a selector
on the right front of the mill head that will select the different feed
speeds. Between each feed speed is a neutral position.
2.
These speeds are best changed with the main spindle motor running.
3.
To engage the spindle feed, the handles that are used to manually
move the spindle can also be pulled outward and to the right. This will
engage the spindle feed. To stop the spindle feed, push the handles
inward toward the mill head and to the left.
Changing Spindle Speed
1.
Turn the power off.
2.
To select the proper speed, move the handle to the desired position.
3.
If the gear is not engaged, remove the arbor bolt cover. Rotate the
spindle slightly to engage the gears, and then replace the arbor bolt
cover.
4.
Recheck the handle setting, and then turn the power on.
24
Содержание MI-409MZ
Страница 1: ...Smithy MI 409MZ Operator s Manual 1 ...
Страница 31: ...Chapter 13 Parts Diagrams in work ...
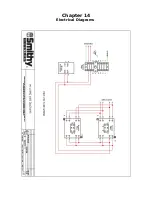
Страница 32: ...Chapter 14 Electrical Diagrams ...
Страница 33: ......

























































