





























Technical data
24
01.00|ROTA THW vario |en-US
• max. RPM n
max
= 3200 RPM ("Lathe chuck data" table)
• RPM n = 1200 min
-1
(application-specific)
• Mass of one (!) top jaw m
AB
= 5.33 kg (application-
specific)
• Center of gravity radius of top jaw r
sAB
= 0.107 m (application-
specific)
• Safety factor S
z
= 1.5 (according to VDI 3106)
• Safety factor S
sp
= 1.5 (according to VDI 3106)
Note:
Masses of the jaw mounting screws and T-nuts are not taken
into account.
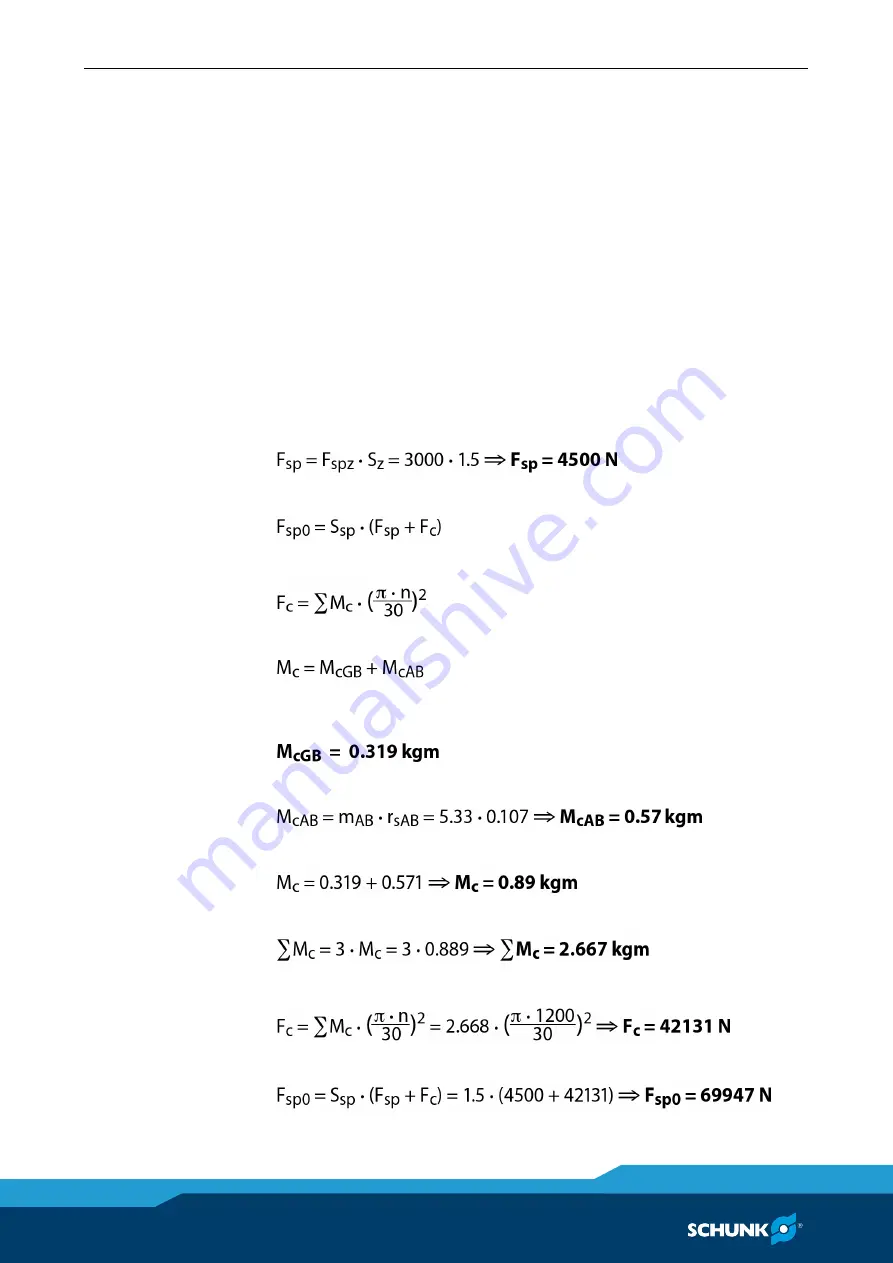
First the required effective clamping force F
sp
is calculated using
the machining force stated:
Initial clamping force during shutdown:
Calculation of total centrifugal force:
For two-part chuck jaws, the following applies:
Take the centrifugal torque of the base jaw and top jaw specified
from the "Lathe chuck data" table:
For the centrifugal torque of the top jaw, the following applies:
Centrifugal torque for one jaw:
The chuck has 3 jaws, the total centrifugal torque is:
The total centrifugal force can now be calculated:
Initial clamping force during shutdown that was sought:
Содержание ROTA THWvario
Страница 60: ...Assembly drawing 60 01 00 ROTA THW vario en US Assembly drawing ROTA THW vario 215 62 13 13 1 ...
Страница 61: ...Assembly drawing 01 00 ROTA THW vario en US 61 ...
Страница 62: ...Assembly drawing 62 01 00 ROTA THW vario en US Segmented mandrel ROTA THW vario D 13 1 1 ...
Страница 63: ...Assembly drawing 01 00 ROTA THW vario en US 63 Collet chuck ROTA THW vario F 13 1 2 ...
Страница 76: ...Accessories 76 01 00 ROTA THW vario en US ...







































































