



Содержание ROTA THW plus 165-43
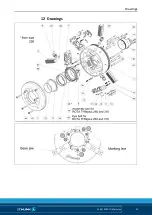
Страница 41: ...Drawings 01 00 ROTA THWplus en 41 Drawings 12 ...
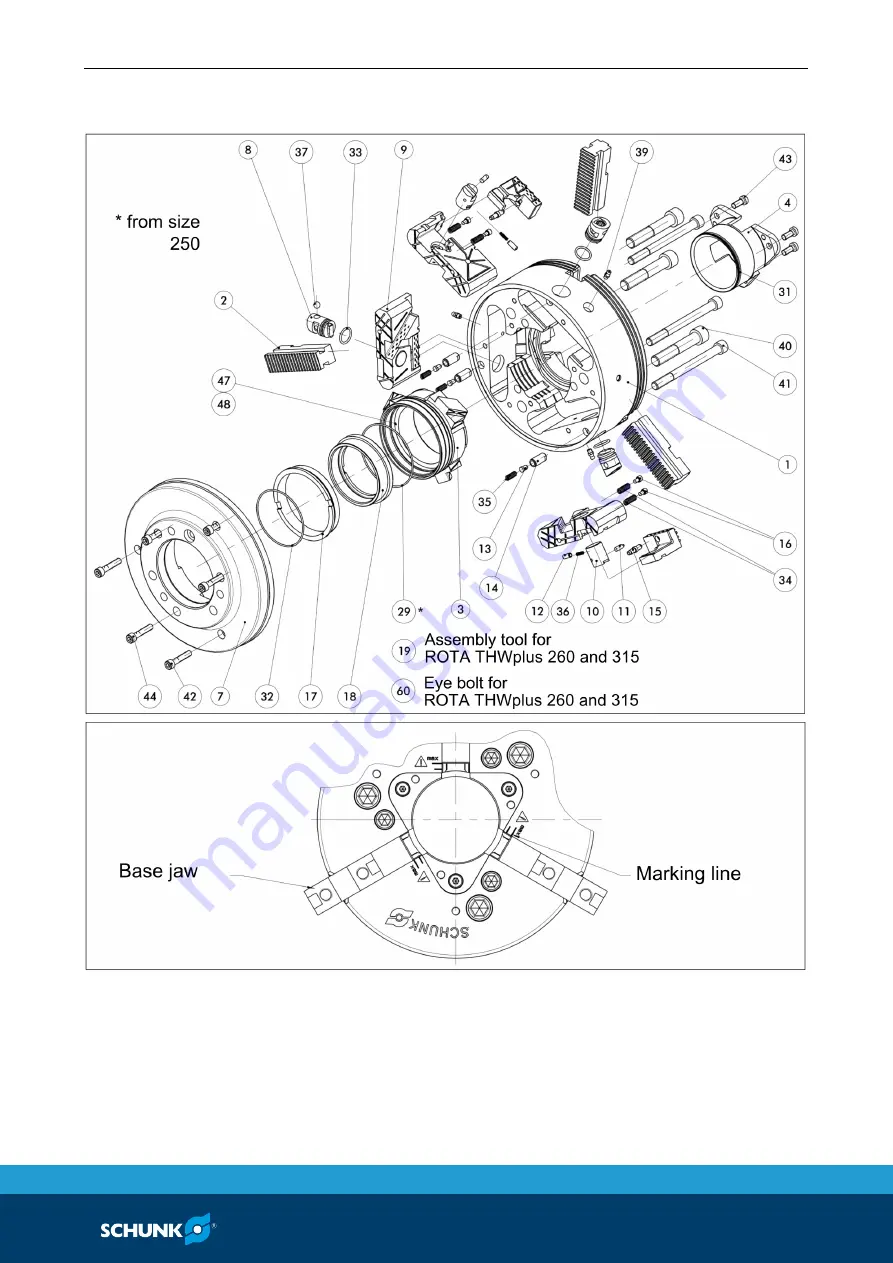
Страница 42: ...Drawings 42 01 00 ROTA THWplus en ...
Страница 41: ...Drawings 01 00 ROTA THWplus en 41 Drawings 12 ...
Страница 42: ...Drawings 42 01 00 ROTA THWplus en ...