




























www.scheppach.com
+(49)-08223-4002-99
+(49)-08223-4002-58
17 | FR
Le branchement au secteur effectué par le client
ainsi que la rallonge utilisée doivent corres
-
pondre à ces prescriptions resp. aux prescrip
-
tions EVU locales.
Lignes défectueuses
L‘isolement des lignes de branchement électrique est
souvent endommagé.
Causes possibles :
• Empreintes lorsque les lignes de branchement
sont conduites à travers des fentes de fenêtre ou
de porte.
•
Plis suite à une fixation ou une conduite inadéquate
de la ligne de branchement.
•
Coupures suite à l‘écrasement de la ligne de bran
-
chement.
•
Dommages d‘isolement suite à un arrachement
pour sortir la ligne de branchement de la prise de
courant murale.
• Fissures suite au vieillissement de l‘isolation. De
telles lignes de branchement électrique défec-
tueuses ne doivent pas être utilisées et présentent
des risques de
danger de mort
suite aux endom-
magements de l‘isolement.
Contrôler régulièrement les lignes de branchement
électrique pour constater si elles sont endommagées.
Avant d‘effectuer le contrôle, veiller à ce que la ligne
de branchement ne soit plus sous circuit. Les lignes
de branchement électrique doivent correspondre
aux dispositions VDE et DIN correspondantes et aux
prescriptions EVE locales. Utiliser uniquement des
lignes de branchement électrique avec la caractéri-
sation H 07 RN. Une inscription du type sur le câble
de branchement est obligatoire.
Moteur à courant alternatif
• La tension de secteur doit être de 220÷240 V/50.
• Des rallonges d‘une longueur max. de 25 m doivent
avoir une coupe minimale de 1,5 mm² et pour des
rallonges d‘une longueur supérieure à 25 m la
coupe minimale doit être de 2,5 mm².
• Le branchement au secteur est protégé par fusible
au maximum avec 16 A.
Seul un électricien spécialisé
a le droit de brancher
et de réparer l‘équipement électrique.
Pour toutes questions supplémentaires, indiquer les
données suivantes :
• Fabricant du moteur ; type de moteur
• Type de courant du moteur
•
Données figurant sur la plaque signalétique de la
machine
• Données de la commande électrique
Si le moteur doit être renvoyé, il faut toujours
envoyer l‘unité d‘entraînement complète avec la
commande électrique.
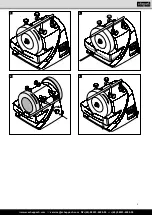
Consignes de travail
Sens de rectification (Fig. 1 + 2)
Un usinage dans le sens de rotation de la meule ou
dans le sens opposé dépend essentiellement de vos
exigences. Si vous souhaitez enlever rapidement une
grande quantité d’acier (par exemple sur de très vieux
outils rouillés) ou bien si vous voulez affûter de gros
outils tels que des haches, nous vous recomman-
dons de travailler contre le sens de rotation. Si vous
souhaitez une rectification plus précise, nous vous
recommandons de travailler dans le sens de rotation
de la meule, tel qu’il en est par exemple le cas pour
des outils à sculpter et des couteaux. Veuillez tenir
compte du fait que l’affûtage dans le sens de rotation
dure plus longtemps.
Avant chaque phase de travail, contrôlez si la meule
est bien alignée en abaissant le support universel sur
la meule et en la tournant une fois de 360° à la main.
Si nécessaire, tournez du matériel à surface irrégu
-
lière avec l’appareil à tourner 250.
A la livraison, le TiGer est plan.
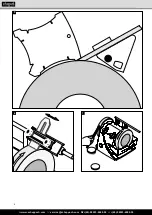
Récipient d’eau (Fig. 3 + 4)
Remplissez le récipient d’eau jusqu’au repère. La
meule absorbe l’eau, le cas échéant vous devez ra-
jouter de l’eau. Ne rectifiez jamais sans eau.
Après la rectification, abaissez le récipient d’eau afin
que la meule ne reste pas trop longtemps immergée
dans l’eau.
Videz régulièrement le récipient d’eau afin d’éviter
des dépôts de particules d’acier ou de meule tournée.
Conseil de l’expert:
un aimant placé dans l’eau em-
pêche de tels dépôts.
Rapporteur d’angles (Fig. 5)
Mesurez l’angle du chanfrein de rectification en com
-
parant le tranchant avec les rainures. Ajustez ensuite
sur l’appareil l’angle ainsi déterminé en modifiant la
hauteur du support universel. Pour ce faire, procédez
comme suit :
Serrez tout d’abord l’outil dans le dispositif et placez
celui-ci sur le support universel.
Maintenez ensuite le rapporteur d’angles avec l’angle
souhaité sur la pointe de l’outil. Modifiez la hauteur du
support universel de façon à ce que l’extrémité avant
du rapporteur d’angles et la meule forment une ligne
droite. Veillez à ce que le rapporteur d’angles soit tou
-
jours aligné par rapport à la pointe de l’outil.
Remarque:
les valeurs figurant sur le rapporteur
d’angles sont uniquement des valeurs indicatives et
vous pouvez les adapter à vos besoins personnels.
Rectifier et affûter (Fig. 6)
Vu que la meule ne tourne que lentement, on
remarque un mouvement latéral. C’est tout à fait
normal et n’a aucun effet négatif sur le résultat
de ponçage.
Conseil de l’expert:
sur de nouveaux outils, vous
trouverez encore des traces de production. Pour
augmenter la durée de vie de vos outils, nous vous
recommandons de les affûter des deux côtés du
tranchant avant de les utiliser pour la première fois.
Содержание TIGER 2000S
Страница 2: ... www scheppach com service scheppach com 49 08223 4002 99 49 08223 4002 58 2 ...
Страница 3: ... www scheppach com service scheppach com 49 08223 4002 99 49 08223 4002 58 3 2 3 4 2 1 ...
Страница 4: ... www scheppach com service scheppach com 49 08223 4002 99 49 08223 4002 58 4 5 6 7 ...
Страница 86: ... www scheppach com service scheppach com 49 08223 4002 99 49 08223 4002 58 86 ...







































































