




























www.scheppach.com /
+(49)-08223-4002-99 /
+(49)-08223-4002-58
DE | 15
Hinweis:
Für kleine Werkstücke, die nicht auf den
Tisch gespannt werden können, nutzen Sie einen
Maschinenschraubstock.
Der Schraubstock muss am Tisch eingespannt oder
festgeschraubt werden, um Verletzungen durch ro-
tierende Werkstücke oder den Schraubstock sowie
Zerstörung des Werkzeugs zu verhindern.
Betrieb Laser, Abb. 16
Batteriewechsel:
Laser abschalten Batteriefachde-
ckel (13.1) entfernen. Batterien entfernen und durch
neue (2 AA-Batterien) ersetzen.
Einschalten:
Bewegen Sie den Ein-/Ausschalter La-
ser (13) in Stellung „I“, um den Laser einzuschalten.
Auf das zu bearbeitende Werkstück werden Zwei La-
serlinien projiziert, deren Schnittpunkt das Zentrum
der Bohrspitze anzeigt.
Ausschalten:
Bewegen Sie den Ein-/Ausschalter
Laser (13) in Stellung „0“.
Einstellen des Lasers, Abb. 17+18
Zum Einstellen des Lasers, enternen Sie die Abde-
ckung (T) mit einem Kreuzschraubendreher.
Öffnen Sie mit dem Inbusschlüssel (C), die Stift
-
schraube (U) und stellen Sie den Laser ein.
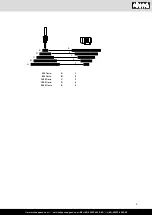
Arbeitsgeschwindigkeiten
Achten Sie beim Bohren auf die richtige Drehzahl.
Diese ist abhängig vom Bohrerdurchmesser und dem
Werkstoff.
Unten aufgeführte Liste hilft Ihnen bei der Wahl von
Drehzahlen für die verschiedenen Materialien.
Bei den angegebenen Drehzahlen handelt es
sich lediglich um Richtwerte.
ø Bohrer Grauguss Stahl
Eisen
Aluminium Bronze
3
2550
1600
2230
9500
8000
4
1900
1200
1680
7200
6000
5
1530
955
1340
5700
4800
6
1270
800
1100
4800
4000
7
1090
680
960
4100
3400
8
960
600
840
3600
3000
9
850
530
740
3200
2650
10
765
480
670
2860
2400
11
700
435
610
2600
2170
12
640
400
560
2400
2000
13
590
370
515
2200
1840
14
545
340
480
2000
1700
16
480
300
420
1800
1500
Bohrfutterschlüssel (E) wieder abziehen.
Achten Sie auf festen Sitz der eingespannten Werkzeuge.
Achtung! Bohrfutterschlüssel nicht stecken las-
sen.
Verletzungsgefahr durch Wegschleudern des Bohr-
futterschlüssels.
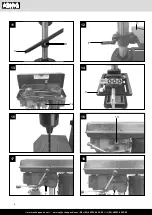
Verwendung der Tiefenskala, Abb. 6
Hinweis: Bei dieser Methode muss sich die Spitze
des Bohrers direkt über dem Werkstück befinden,
wenn die Spindel in ihrer oberen Position ist.
1. Bei ausgeschalteter Maschine senken Sie den
Bohrer so weit ab bis der Zeiger auf die ge-
wünschte Bohrtiefe der Tiefenskala zeigt.
2. Drehen Sie die untere Mutter (J2) bis an den unte-
ren Anschlag (I) runter.
3. Kontern Sie die obere Mutter (J1) gegen die un-
tere Mutter.
4. Beim Absenken des Bohrers wird die Bohrtiefe
jetzt durch diesen Anschlag begrenzt.
Werkstück spannen, Abb. 14
Spannen Sie Werkstücke grundsätzlich mit Hilfe ei-
nes Maschinenschraubstocks oder mit geeignetem
Spannmittel fest ein.
Werkstücke nie von Hand halten!
Beim Bohren sollten das Werkstück auf dem Bohr-
tisch (3) beweglich sein, damit eine Selbstzentrierung
stattfinden kann. Werkstück unbedingt gegen Verdre
-
hen sichern. Dies geschieht am besten durch Anle-
gen des Werkstückes bzw. des Maschinenschraub-
stocks an einen festen Anschlag.
Achtung! Blechteile müssen eingespannt werden,
damit sie nicht hochgerissen werden können. Stellen
Sie den Bohrtisch je nach Werkstück in Höhe und
Neigung richtig ein. Es muss zwischen Werkstücko-
berkante und Bohrerspitze genügend Abstand blei-
ben.
Positionieren des Werkstücks, Abb. 15
Legen Sie immer eine Unterlage (H) (z.B. Holz)
zwischen Tisch und Werkstück. Dadurch wird ver-
hindert, dass beim Durchbohren die Rückseite des
Werkstücks splittert oder ausbricht. Um zu vermei-
den, dass die Unterlage sich unkontrolliert mitdreht,
ist sie an der linken Seite der Säule wie abgebildet
anzulehnen.
Warnung:
Um zu verhindern, dass das Werkstück oder die
Unterlage während der Arbeit aus Ihrer Hand geris-
sen wird, legen Sie es immer an der linken Seite der
Säule an. Wenn das Werkstück oder die Unterlage
hierzu nicht lang genug ist, spannen Sie es am Tisch
fest, andernfalls könnte es zu erheblichen Verletzun-
gen kommen.







































































