


























SPIROR HP - DR
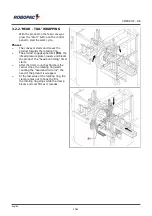
3.2.4."HEAD-TAIL" AND "CENTRAL
BELTS" WRAPPING
With the product on the feed conveyor,
press the “Start” button on the control
panel to start the work cycle.
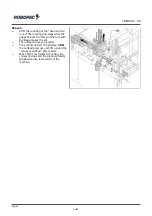
Phase 1
‒
The conveyor starts and moves the
product towards the rotating ring.
‒
The product engages photocell
(B1)
, the
infeed pressure platen lowers and blocks
the product, the “head positioning” timer
starts.
‒
After the timer count has finished, the
carrier stops, the rotating ring starts
counting the "head and tail turns"; the
head of the product is wrapped.
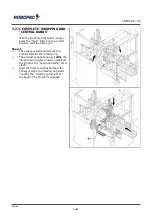
‒
At the last wrap of the rotating ring, the
clamp comes out to hook the film.
the rotating ring stops while the clamp
blocks and cuts film as it recedes.
English
29/95
Содержание SPIROR DR
Страница 16: ...SPIROR HP DR SPIROR HP SPIROR HP 300 SPIROR HP 400 600 English 16 95 ...
Страница 17: ...SPIROR HP DR SPIROR HP 900 SPIROR DR SPIROR DR 400 600 Optional English 17 95 ...
Страница 18: ...SPIROR HP DR SPIROR DR 400 600 SPIROR DR 900 Optional SPIROR DR 900 English 18 95 ...
Страница 38: ...SPIROR HP DR SPIROR HP 600 SPIROR HP 900 English 38 95 ...
Страница 39: ...SPIROR HP DR SPIROR DR 400 SPIROR DR 600 English 39 95 ...







































































