





























page.
17
/
42
17
PRINCIPLES OF WORK
5.5
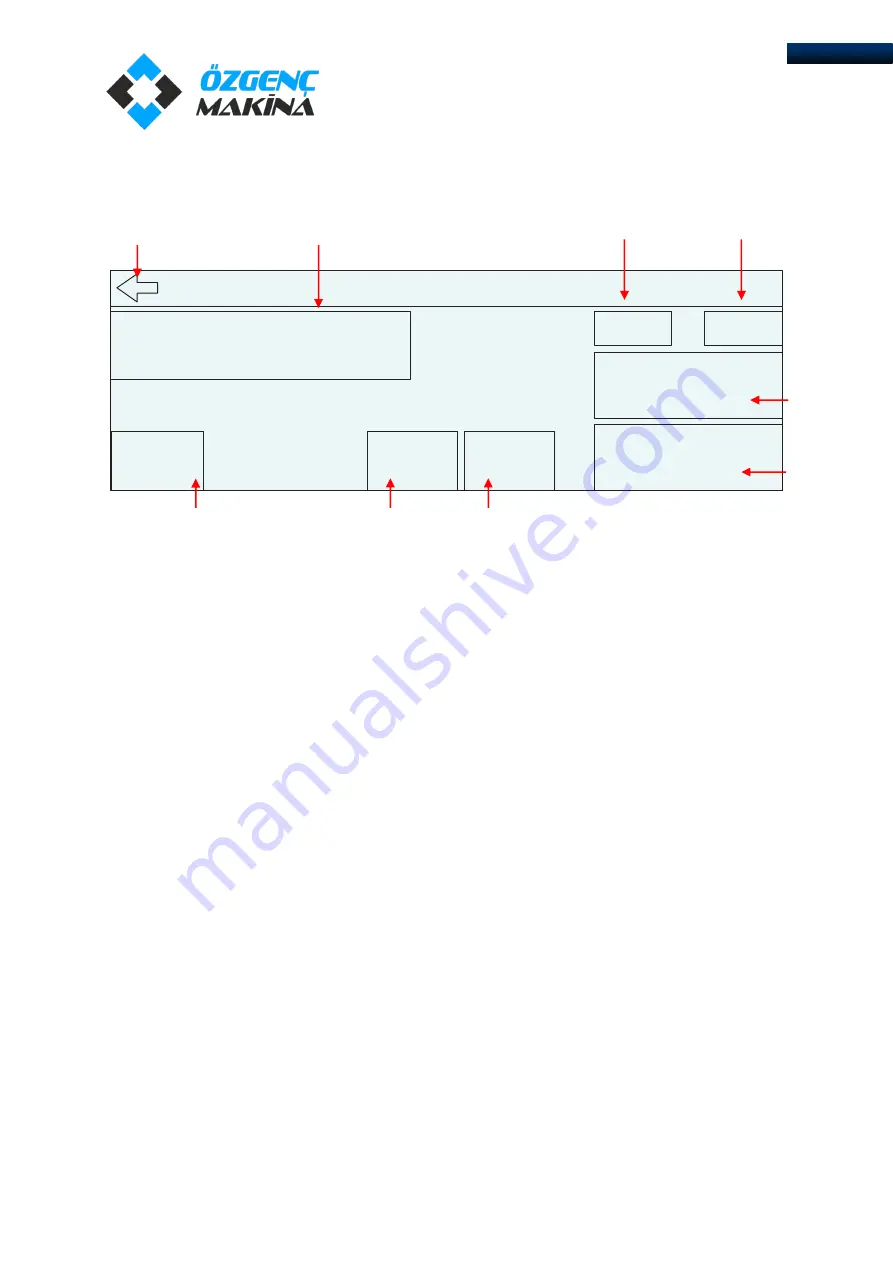
MANUAL MODE
MANUAL
TARGET
SIZE
1200 mm
90
°
90
°
SIZE. mm
1500
Q-TY.
RESET
START
STOP
CUTTING Q-ty.
0
Picture 5.5-1 Manual mode
1.
Target. Size needed for cutting.
2.
Size. Actual size on machine.
3.
Head № 1 degree position.
4.
Head № 2 degree position.
5.
Start. Sets Head № 2 on the target size.
6.
Stop. Cancels Start command.
7.
“Back” arrow. Goes to main menu.
8.
Cutting quantity.
9.
Cutting quantity reset.
WORKING PRINCIPLE
►
The principle of operation in the given mode consists in data entry (size, angle) through the
display and subsequent cutting.
1.
Push on Target value to enter the cutting size. Size menu will appear. Enter required size and
push ENT, if you entered incorrect puch CLR to delete.
9
1
2
3
4
5
6
7
8
Содержание OMRM-133
Страница 1: ...USER MANUAL AUTOMATIC DOUBLE HEAD CUTTING SAW Model No OMRM 133 ...
Страница 40: ...page 39 42 39 CIRCUIT DIAGRAMS AUTO M ATIC DO UBLE HEAD C UTTING M AC HINE 02 02 201 2 ...
Страница 41: ...page 40 42 40 CIRCUIT DIAGRAMS AUTO M ATIC DO UBLE HEAD C UTTING M AC HINE 02 02 201 2 DISPLAY ...







































































