16
orbitalum tools
GmbH, D-78224 Singen, www.orbitalum.com, Tel. +49 (0) 77 31 792-0
(12.03.18) OW_P16_P20_BA_831060202_03_EN
Use and maintenance
P16, P16 AVC, P20
| Operating instructions
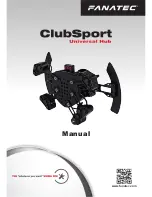
Electrode collets for the following diameters are available: 1; 1.6; 2; 2.4 mm.
L veränderlich
Schlifflächen
D
d
Tungsten Thorium 2 %
Argon
Electrode
diameter
Top
diameter
Angle
DC current
max. val.
Pulsed
current range
D (mm)
D (mm)
in °
max. A
A
1.0
0.12
12
15
2 - 25
1.0
0.25
20
30
5 - 60
1.6
0.50
25
50
8 - 100
1.6
0.75
30
70
10 - 140
2.05
0.75
35
80
10 - 160
2.4
0.75
35
90
12 - 180
2.4
1.1
45
150
15 - 250
3.2
1.1
60
200
20 - 300
3.2
1.5
90
250
25 - 350
NOTE: The protrusion of the electrode from the ceramic nozzle geometric value to guarantee the reproducibility of the
welding. It influences as well the distance electrode-workpiece.
We recommend to prepare a certain number of electrodes allready cut and sharpened as soon as you have determined
the electrode size.
5.5
Adjustment of welding diameter
The welding diameter can be adjusted by means of the screw with the key supplied together with the tool box.
5.6
Adjustment of the Arc distance
The distance electrode-workpiece can be defined after having determined the protrusion of the electrode from the
ceramic nozzle.
Rotating the counter-ring of the three-point-support you may change the distance electrode-workpiece.
Unscrewing the screw on the torch support you may move the torch forwards or backwards parallel to the machine's
axis. the stroke is 6 mm.