8
※
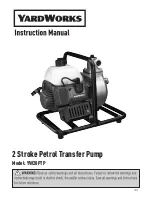
On Tangential Line Cutting
Because of the constructional reason, it is possible
to make a radius tangential line cutting on the
side facing the Plate D by adjusting the Head, but
impossible on the upper side facing the Plate C. For
making a radius tangential line cutting on the upper
side, conduct in a following manner.
(1) Place the tool on workpiece with Plate C on upper
surface of workpiece and Plate D on side surface,
as indicated in Fig.9. Then, turn the Eccentric Ring
to adjust the Indexable Inserts to cut properly side
surface, and conduct the first cut. (see Fig.10)
(2) Next, placing Plate C onside surface and Plate D
on upper surface, conduct the second cut.
(3) In this case, slight seam may be left in center of
chamfered surface. (Fig.11)
Upper Surface
Side Surface
Plate C
Plate D
Fig.9
Tangential
Line
Side
First cut
Surface
Uppe Surface
R
Fig.10 Fig.11
5-9. How To operation the Dust Box
WARNING
●
Be sure to turn the switch OFF and remove the
power plug from power supply whenever setting
up the tool.
●
The Dust Box is much heated right after the
operation. Always wear gloves in handling the
Dust Box.
CAUTION
●
Frequently throw away the chips in the dust box
before pilling up. If the tool is operated with the
dust box filled with the chips, it badly affects
finishing surfaces shorten the life of Indexable
Insert.
Hold the motor firmly, and throw away the chips by
opening the lid. (Fig.12)
Chip
Fig.12
5-10. How To Chamfer Outer Diameter
WARNING
●
Be sure to turn the switch OFF and remove the
power plug from power supply whenever the
accessories are attached or removed.
The tool can be used on the workpieces at the
minimum diameter of 300mm by adjusting dimension
A of both Hex. Socket Set Screws (8
×
25 special)
①
in either direction. (Fig.13)
Remember that this operation requires the workpieces
of at least 12mm length. (Fig.14)
(1) In the case of constant R (Circle), install two Hex.
Socket Set Screws (8
×
25 special)
①
on Plate
D and tighten with Hex. Nuts. Make sure that the
dimension A of the left and the right screws are
equal.
Chamfering on an outer diameter of O.D. 200mm –
O.D. 300mm can done by placing the Hex. Nut on
the other side of Plate D. (Fig.13, 14)
(2) In the case of variable R (Oval), remove one of the
two Hex. Socket Set Screws (8
×
25 special)
①
.
Remember that chamfering level changes depending
on the radii in this case.
Plate D
A
φ
200
〜φ
300
Hex. Nut M8
①
Hex. Socket Set Screw
8
×
25 special
①
A
Hex. Socket Set Screw
8
×
25 special
①
Hex. Nut M8
①
Dimension
Ball Shape
Min.
φ
300
A
A
Plate D
Fig.13
Side
Second cut
Surface
Uppe Surface
Tangential
Line
Tangential
Line
R
R