



















6
SVENSKA
HANDHAVANDE
Installation
Vid arbete med lång svetshandtagskabel ska
kabel med större tvärsnittsarea användas, för
att motverka spänningsfall. Annars fungerar inte
svetsaggregatet korrekt.
Anslutning av
spänningsförsörjningskabel
1.
Var noga med att ansluta ledarna till rätt
plintar.
2.
In gående spänning är 220 VAC enfas.
3.
Kontrollera regelbundet genom
mätning att ström
brytare och
spänningsförsörjningskabel är korrekt
anslutna och fria från oxid.
Anslutning av svetshandtagskabel
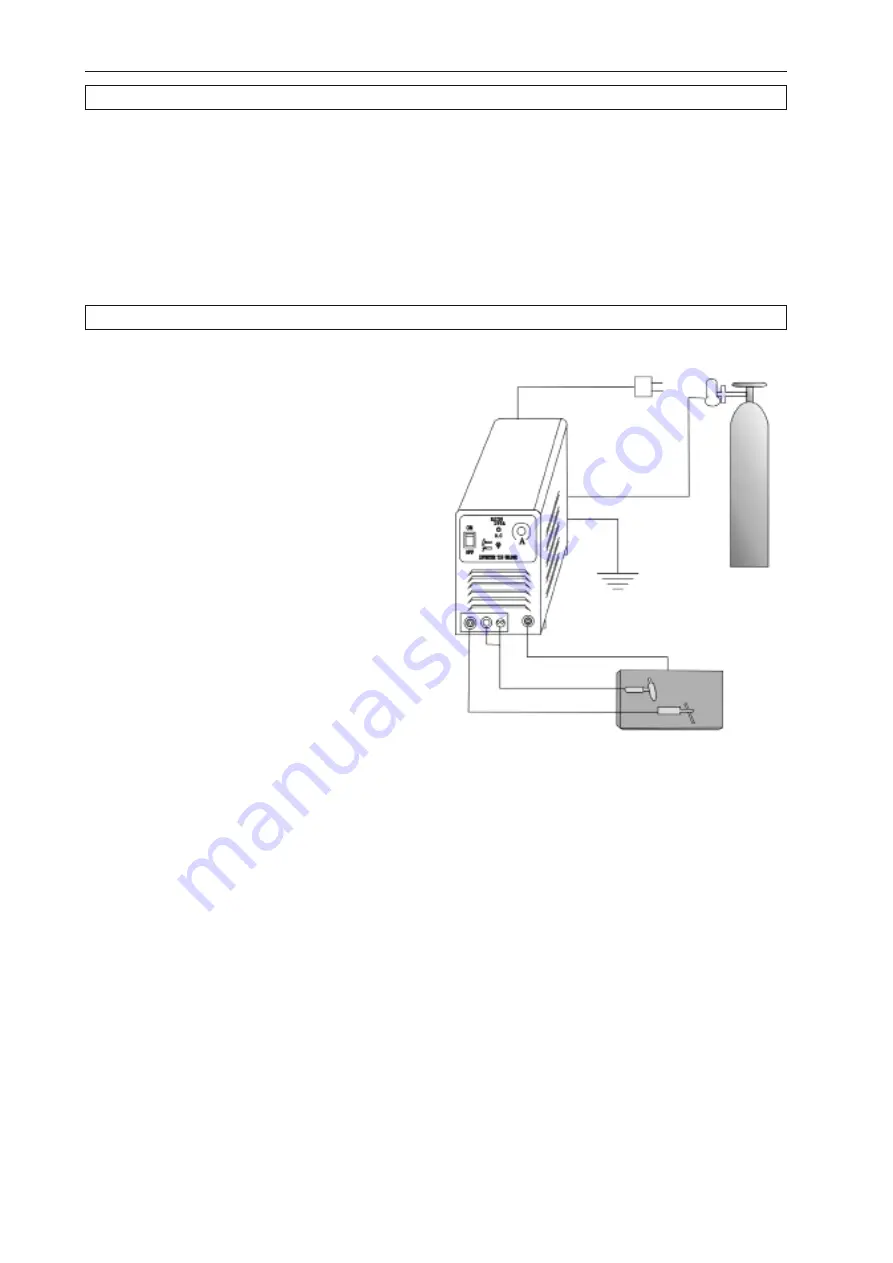
För TIG-svetsning görs anslutningen på samma sätt som ovan. För MMA-svetsning görs anslutningen
enligt nedan.
1.
Aggregatet levereras med en röd och en svart kabel. Anslut den svarta kabeln till svetshandtaget och
den röda kabeln till jordklämmans. Dra åt med skruvnyckel så att anslutningen blir säker och stadig,
annars kan brännskador uppstå.
2.
Felaktig anslutning av jordklämmans kabel kan dessutom orsaka skador på elnätet eller lösa ut
nätsäkringarna. Var noga med att ansluta kablarna med rätt polaritet. För svetsning med sura
elektroder ansluts arbetsstycket till + och svetshandtaget till -. För svetsning av rostfritt stål ansluts
svetshandtaget till + och arbetsstycket till -.
230 VAC
Tig-svetshandtag
Arbetsstycke
Mma-svetshandtag
Jord
Flödesregulator
Gas behållare
BESKRIVNING
MMA-/TIG-svetsaggregat med funktionsväljare.
Vid MMA-svetsning (manuell metallbågsvetsning) arbetar aggregatet med konstantströms- och bågtrycks-
reglering. Vid normal båglängd varierar därför strömmen inte vid måttlig båglängdsvariation, vilket ger stabil
båge och jämn svetsning. Om bågen blir mycket kort eller bågspänningen mycket låg, tillåts strömmen att
öka så att elektrodavsmältningen blir snabbare och båglängden åter blir normal. Om bågen blir så kort
att bågspänningen blir mycket låg (kortslutningsrisk), rampas strömmen strömmen ned för att undvika
kortslutning, stänk och fastbränning.
Vid TIG-svetsning varierar aggregatet bågspänningen så att svetsströmmen hålls konstant. Vid kortslutning
sänks utgående ström automatiskt till 0 för att undvika att arbetsstycket förorenas av volframelektroden.







































































