



























14
NORSK
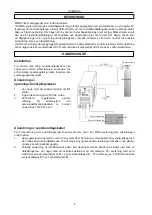
Betjeningspanel
Bruk
TIG
1.
Slå på strømbryteren.
Spenningsindikatorlampen lyser.
2.
Åpne ventilen til gassbeholderen og still
inn ønsket strømning.
3.
Aggregatviften starter. Trykk på
aktiveringsknappen på sveisehåndtaket.
Magnetventilen åpnes, gass strømmer
ut og tennbuen (HF) tennes (tennbuen
er hørbar).
4.
Still inn egnet sveisestrøm etter tykkelsen
på arbeidsemnet.
5.
Hold wolframelektroden 2–4 mm
fra arbeidsemnet og trykk på
buetenningsknappen. Når sveisebuen er
tent, slås HF-buen av og du kan begynne
å sveise.
MMA
1.
Slå på strømbryteren på betjeningspanelet. Viften starter.
2.
Sett funksjonsvelgeren på betjeningspanelet i posisjonen ARC.
3.
Still inn egnet strømstyrke etter tykkelsen på arbeidsemnet.
VIKTIG!
Koble til alle kabler ordentlig. Hvis kabler løsner under sveisingen, er det fare for personskade og/eller
eiendomsskade.
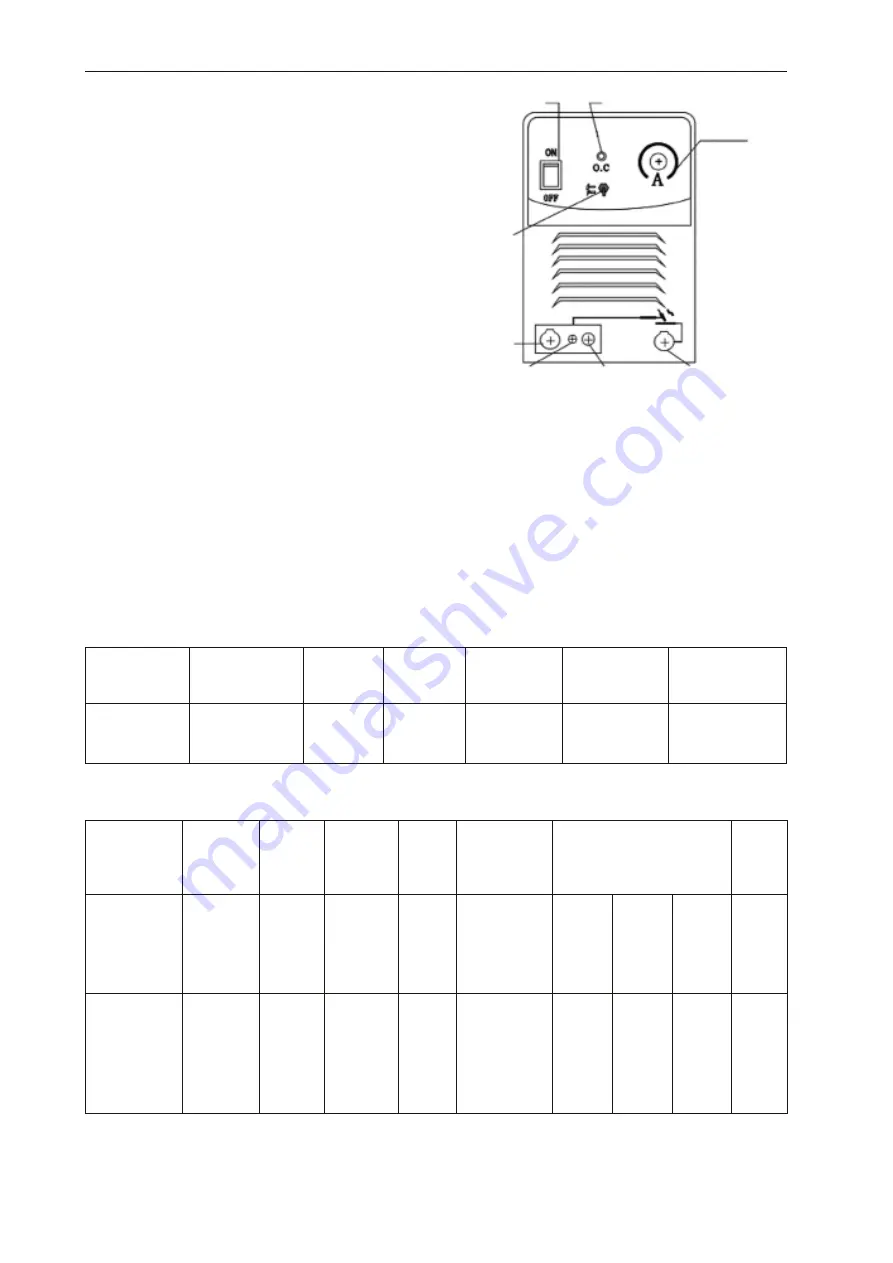
Innstilling for metall i rustfritt stål, TIG
(kun veiledende)
Platetykkelse
(mm)
Diameter, wolf-
ramelektrode
(mm)
Diameter,
tråd (mm)
Strømtype Sveisestrøm
(A)
Gasstrømning
(l/min)
Sveisehastighet
(cm/min)
1,0
2
1,6
DC pluss
7–28
3–4
12–47
1,2
2
1,6
15
3–4
25
1,5
2
1,6
5–19
3–4
8–32
Innstilling for titan og titanlegeringer, TIG
(kun veiledende)
Platetykkelse
(mm)
Fugeform Antall
strenger
∅
wolframe-
lektrode
(mm)
∅
tråd
(mm)
Sveisestrøm
(A)
Gasstrømning (l/min)
∅
gass-
deksel
(mm)
0,5
I
1
1,5
1,0
30–50
8–10
6–8
14–16
10
1,0
1
2,0
1,0–2,0
40–60
8–10
6–8
14–16
10
1,5
1
2,0
1,0–2,0
60–80
10–12 8–10 14–16 10–12
2,0
1
2,0–3,0 1,0–2,0
80–110
12–14 10–12 16–20 12–14
2,5
1
2,0–3,0
2,0
110–120
12–14 10–12 16–20 12–14
3,0
Y
1–2
3,0
2,0–3,0
120–140
12–14 10–12 16–20 14–18
4,0
2
3,0–4,0 2,0–3,0
130–150
14–16 12–14 20–25 18–20
5,0
2–3
4,0
3,0
130–150
14–16 12–14 20–25 18–20
6,0
2–3
4,0
3,0–4,0
140–180
14–16 12–14 25–28 18–20
7,0
2–3
4,0
3,0–4,0
140–180
14–16 12–14 25–28 20–22
8,0
3–4
4,0
3,0–4,0
140–180
14–16 12–14 25–28 20–22
Strømbryter
Feilindikatorlampe
Velger
MMA/TIG
Minustilkobling
Gasstilkobling
Hurtigkobling
Plusstilkobling
til arbeidsemne
Strøminnstilling







































































