





























B-2
COMMANDES DU DEVANT DU BOÎTIER
Le panneau avant comprend un bouton de « Mode de Procédé », un
bouton de « Réglages » et un bouton Codeur.
Écran d’Affichage Numérique
Courant (A)
Impulsions par Seconde (PPS)
Fréquence AC (Hz)
Équilibrage AC (%EN : Électrode Négative)
Indicateurs Lumineux d’État
ALLUMÉ – s’allume quand la puissance est alimentée et quand
l’interrupteur est placé sur la position de marche.
VRD – s’allume lorsque le dispositif de réduction de tension est
actif. Le VRD est actif en modes Baguette et TIG lorsqu’il n’y a
pas de soudage. Le VRD peut diminuer le potentiel de chocs
électriques dangereux.
Déclenchement Thermique – s’allume ou clignote lorsqu’il y a
déclenchement thermique.
Bouton de Mode de Procédés
La sélection du bouton de Mode permet de modifier les réglages de
DC- TIG, AC TIG, ou Baguette. Voir A.1 et A.2 pour le réglage de la
polarité en mode baguette.
Bouton de Réglages
(Fréquence d’Impulsion, Équilibrage AC, Sortie AC,
Fréquence)
Le bouton de Réglages permet à l’usager d’accéder aux Commandes
de Fréquence d’Impulsions, Équilibrage AC et Fréquence de Sortie AC.
TIG DC- :
Appuyer sur le bouton de Réglages pour accéder au réglage des
Impulsions. Utiliser le bouton de contrôle principal pour modifier le
réglage des impulsions (Éteint – 20PPS). Le réglage des impulsions
règle automatiquement le courant de sortie entre le réglage de
l’intensité de crête et un réglage d’intensité de fond égal à 50% du
réglage de l’intensité de crête. En appuyant une deuxième fois sur ce
bouton, on retourne au réglage de contrôle de l’intensité.
TIG AC :
1. Comme dans le cas de TIG DC-, appuyer sur le bouton codeur
pour accéder au réglage des Impulsions. Utiliser le bouton de
contrôle principal pour modifier le réglage des impulsions (Éteint
– 20PPS), qui est établi sur « Arrêt » en tant que réglage par
défaut. Le réglage des impulsions règle automatiquement le
courant de sortie entre le réglage de l’intensité de crête défini
sur l’écran d’affichage, et un réglage d’intensité de fond égal à
50% du réglage de l’intensité de crête.
2. Appuyer une deuxième fois sur ce bouton permet d’accéder au
Réglage d’Équilibrage AC, point où l’utilisation du codeur
principal permet de modifier le réglage par défaut de 75% EN
pour une valeur située entre 60% EN et 90% EN (Électrode
Négative).
3. Appuyer une troisième fois sur le bouton de Réglages
Supplémentaires permet d’accéder au Réglage de Fréquence de
Sortie AC, point où l’utilisation du codeur principal permet de
modifier le réglage par défaut de 90 Hz pour une valeur située
entre 60 Hz et 150 Hz.
4. Appuyer une quatrième fois sur ce bouton permet de retourner
aux réglages de contrôle de l’intensité.
Dans le cas où aucune sélection n’est faite parmi les réglages
pendant six secondes, le réglage quittera la démarche et retournera
au réglage de contrôle d’intensité.
1
2
3
4
5
6
7
8
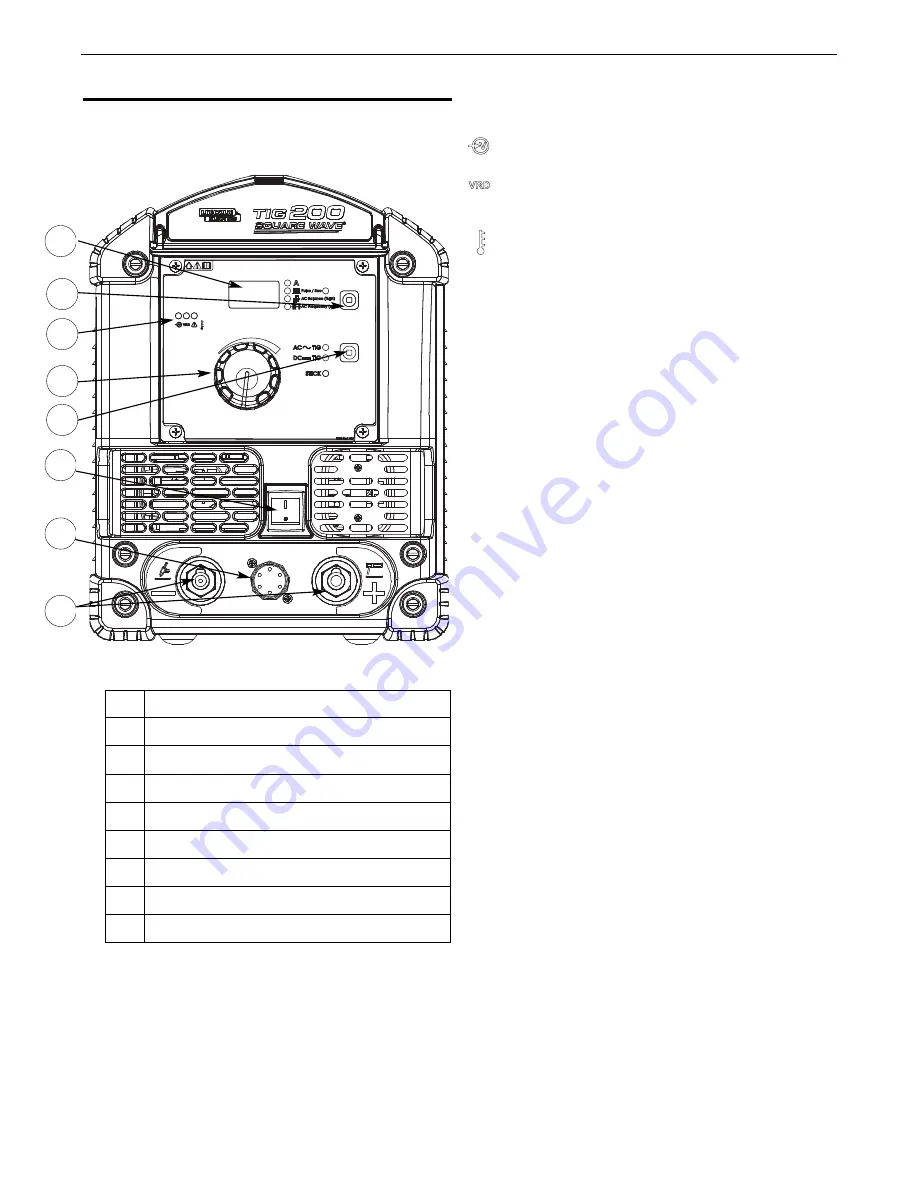
Item Description
1
Écran d’Affichage Numérique
2
Bouton de Réglages
3
Bouton Codeur
4
Bouton* de Mode de Procédé / Rétablissement
5
Interrupteur
6
Connecteur de Télécommande
7
Twist-Mate™ réceptacle
8
Indicateurs Lumineux d’État
*Si on appuie pendant 10 secondes sur le Bouton de Mode de
Procédés, les réglages d’usine par défaut seront rétablis.
FONCTIONNEMENT
SQUARE WAVE
®
TIG 200
Содержание Square Wave TIG 200
Страница 24: ...F 2 DIAGRAMS SQUARE WAVE TIG 200 10 80 14 03 19 98 DIMENSIONAL PRINT ...
Страница 48: ...F 2 DIAGRAMAS SQUARE WAVE TIG 200 10 80 14 03 19 98 DIMENSIONES ...
Страница 71: ...Square Wave TIG 200 12475 ...
Страница 76: ...P 896 C jpg Case Front Assembly 6 Square Wave TIG 200 12475 Printed 10 01 2015 at 09 18 46 Produced by Enigma ...
Страница 81: ...P 896 E jpg Wraparound Assembly Square Wave TIG 200 12475 11 Printed 10 01 2015 at 09 18 46 Produced by Enigma ...







































































