













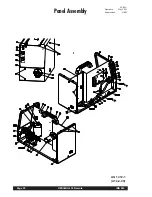








Panel Assembly
AP-56C
Operative:
May 2001
Supersedes:
NEW
4
54
54
44
51
9
31
23
55
30
5
NA
NA
NA
22
36
35
50
39
12 27
32
33
34
37
41
49
49
44
17
16
51
40
14
43
29
20
21
51
40
42
1
19
29
3
46
46
45
46
45
46
46
45
45
46
8
2
13 52 57
N.A.
18
28
15
11
45
24
25
53
53
N.B.
26
7
38
6
45
10 12 39 50
56
AG 1412-1
(A14-4-00)
Page 30
REDI-MIG 455 Remote
IMA 603







































































