





















9
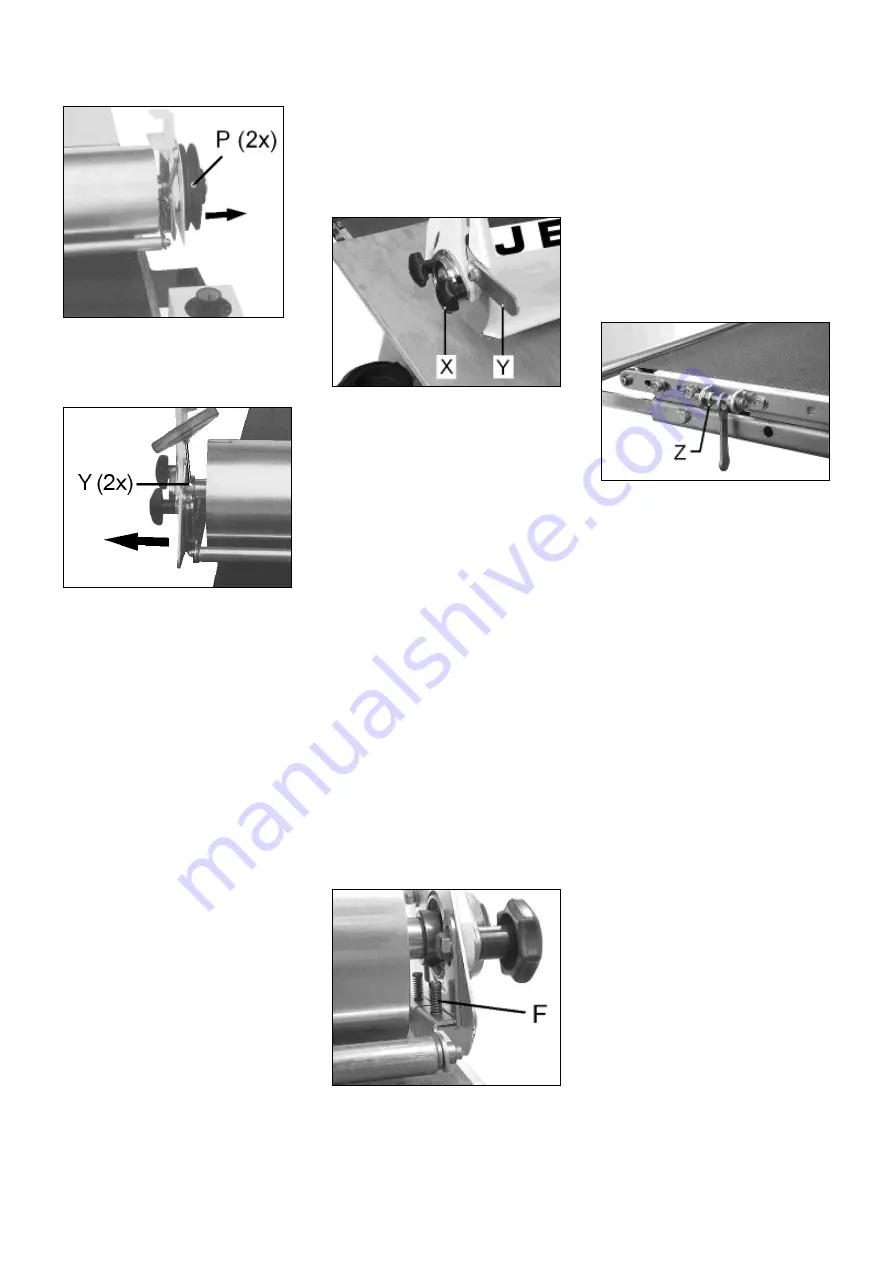
Fig 17
Loosen 2 grub screws each (Y, Fig
18) and slide off the 2 bearing
assemblies.
Fig 18
Change the brush.
Reinstall the brush-drum in the
reverse order:
- install the bearing assemblies
- (install the feed rods)!
- install the pulley
- install the V-belt
- move the table up (tightens the belt)
- re-attach the entire drum assembly
- re-install the dust hood
- Instpect for free rotation of the drum
and feed rods
- Make sure all screws are tight
- Start the machine with care.
7.3 Brush-drum alignment
The brush-drum is adjusted parallel to
the conveyor table ex works.
The brush-drum outboard bearing can
be adjusted up/down (Fig 19)
For optimum brushing of boards wider
than the drum, the drum alignment is
critical and must be exactly level or
slightly high on the outboard end.
Fine tuning brush-drum alignment:
Disconnect the machine from the
power source (pull mains plug).
Loosen the 2 star-knobs (X, Fig 19)
and raise the outboard end of the
drum with the adjust lever (Y).
Fig 19
Retighten the star knobs.
7.4 Brush Dressing
Nylon brushes may need “dressing “
of the bristle tips to maintain uniform
brush wear and to expose new grit on
the ends of the fiber.
Brush dressing instructions:
Staple a 60 grit sandpaper across a
flat wooden board.
Raise the board, so the tips of the
nylon-bristles contact the sandpaper
( by approx 0,5mm).
Pass the abrasive loaded board
through the machine, at a conveyor
feed rate of approximately 50%, until
the brush fibers are sharp and even.
7.5 Feed-roller adjustment
Feed roller pressuer is adjusted ex
works.
The feet roller pressure can be
adjusted on the compression springs
(F, Fig 20).
Fig 20
Note:
Insufficient feed roller pressure (or
feed rollers set too high) could allow
kickback or slippage of workpieces.
Too much pressure results in snipe
marks on the workpiece.
7.6 Conveyor belt tensioning
Adjust the take-up screw nut (Z, Fig
21) on both sides of the conveyor to
obtain approximately equal tension.
Fig 21
Attention
:
Do not apply high conveyor belt
tension.
The belt is tensioned correctly when it
can be stopped by hand pressure
applied directly to the top of the
conveyor belt.
Too high tension may cause belt
tracking problems (may overrule the
ceramic guide blocks).
Insufficient tension will cause slippage
of the conveyor belt on the drive roller
during brushing operation.
7.7 Conveyor belt tracking
The conveyor belt tracking is assured
by 2 white ceramic guide blocks
(=Trackers, Fig 22).
They eliminate further belt tracking
adjustments.







































































