









DCF-S-0126-2
Japan Aviation Electronics Industry, Ltd.
Connector Div. Production Engineering Dept.
日本航空電子工業株式会社コネクタ事業部生産技術部
Number
番号
T700251
Page
6
/
11
JAE Connector Div. Proprietary.
Copyright (C) 2002, Japan Aviation Electronics Industry, Ltd.
3.圧着準備
3.PREPARATION OF CRIMPING
①
予め電線の被覆を指定剥き長さ(L寸法)で剥
いてください。(7項参照)
①
Strip the insulation of a wire to the specified
length
“
L
”
.
(
refer to para.7
)
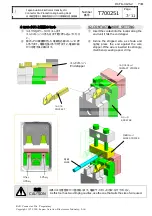
②
芯線の切断、傷がないことを確認し、先端の
乱れは作業前に矯正して下さい。
芯線の切断、傷があったもの、先端の乱れが
矯正できないものは使用しないで下さい。
②
Check that each wire conductor is not damaged
nor scratched. Set any disarrayed conductors
straight prior to the crimping operation. Don't
use one with cutoff and the crack in the wick
line and the one that the disorder of the point
cannot be corrected.
※
圧着条件については、7 項.圧着条件を参照し
てください。
※
Refer to 7.the crimping condition about the
condition of crimping.
4.圧着作業
4.CRIMPING
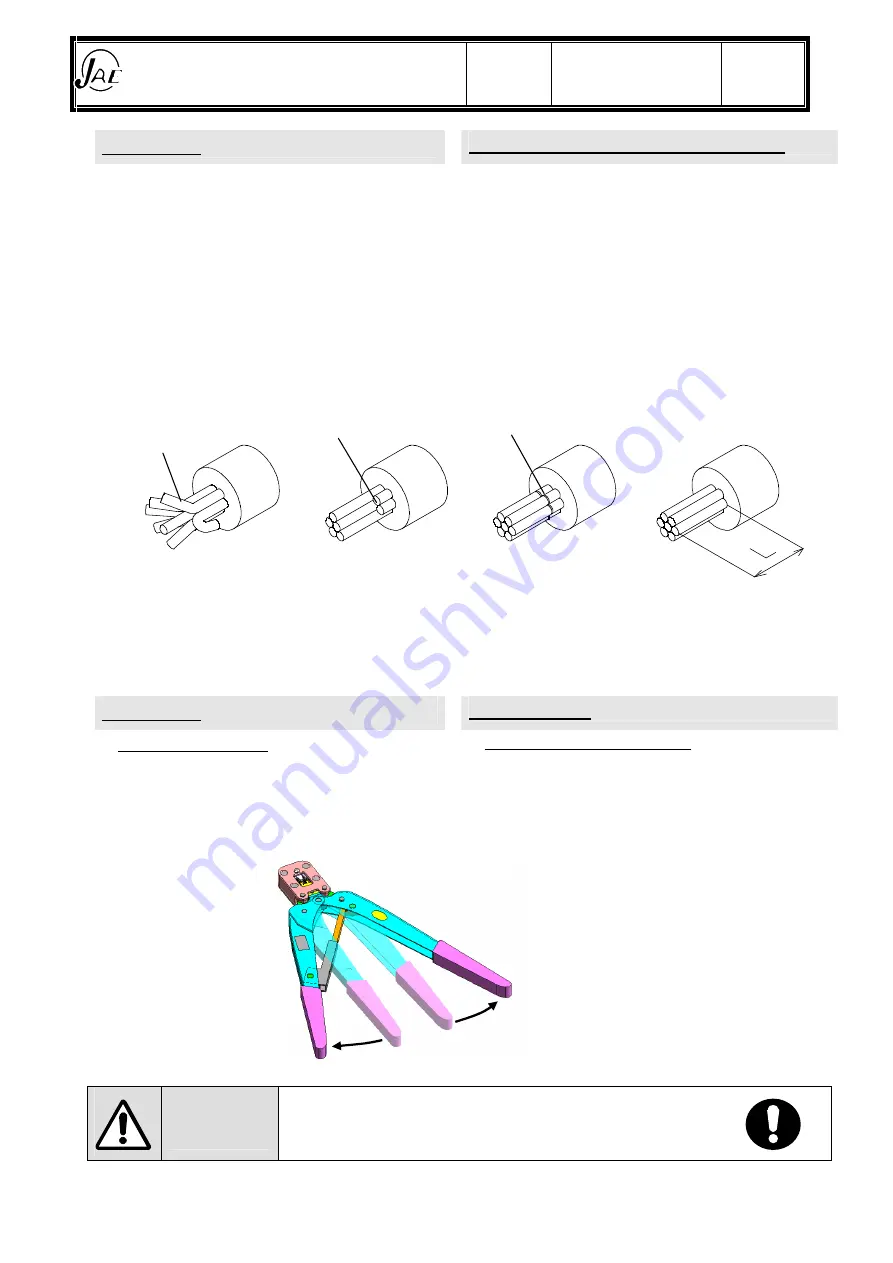
4-1.ハンドルの開放
4-1.HANDLES OPENING
① コンタクトを工具に挿入する前にハンドルを
開放状態にして下さい。
①
Open the handles before inserting a contact.
※ ハンドルが開かない場合は、ラチェットが開
放されるまでハンドルを握り締めて下さい。
※
In case the handle does not open, close the
handles until ratchet released.
注意
CAUTION
アンビルが開閉します。怪我の原因となりますので、
クリンパとアンビルの間の隙間に指を入れないで下さい。
The crimper moves OPEN / CLOSE
Never put fingers into opening between the crimper and anvil
開放
OPEN
○
×
×
×
不良
Fail
不良
Fail
不良
Fail
良品
Pass
芯線の乱れ
Disordered wire strand
切断
Cut off
傷
Crack
6/11







































































