




























Page 24
Operation and Maintenance
Envistar Compact
DSEC191101.01.EN
Continuous product development may give rise to specification changes without notice.
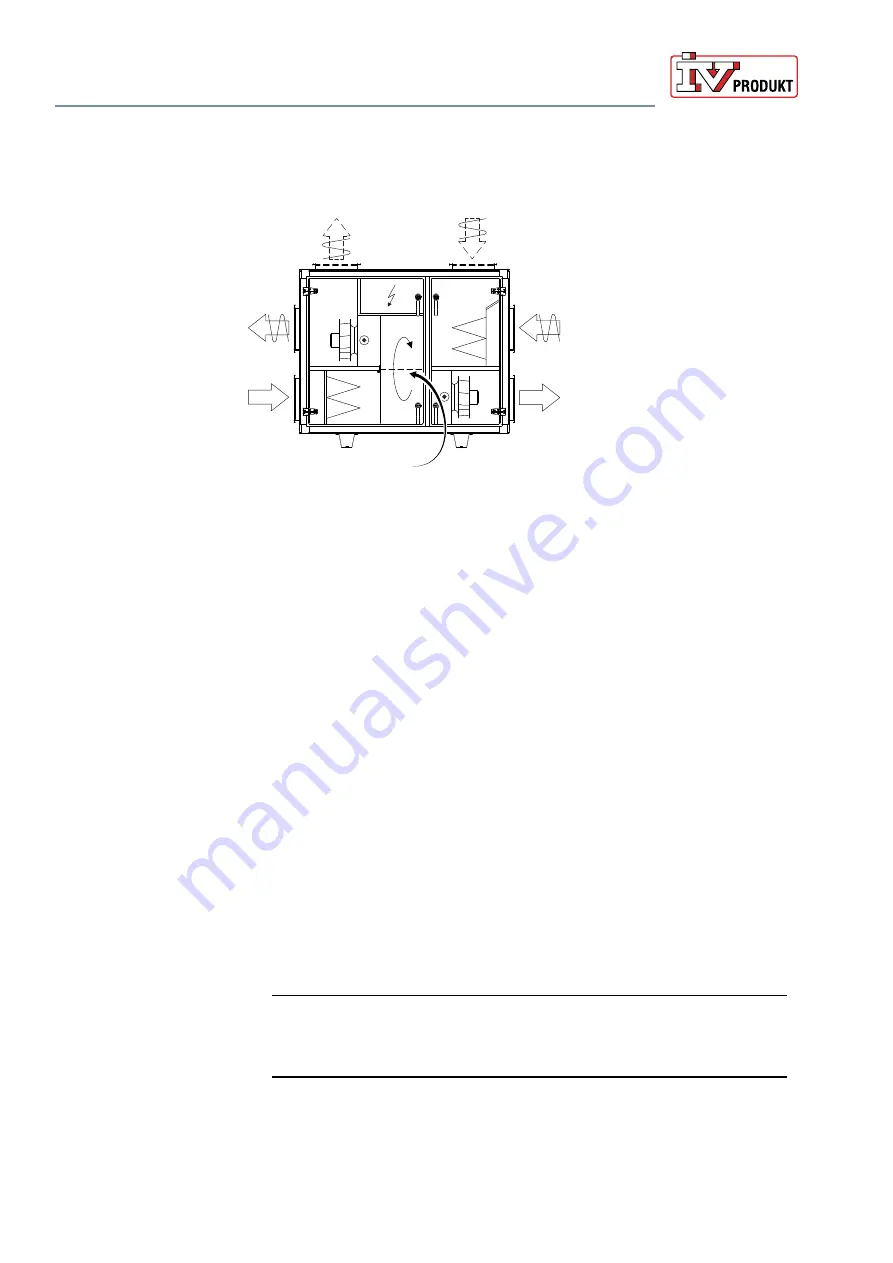
6.3 Rotary heat exchanger (code ACRR)
Rotary heat exchanger
The purpose of the recovery unit is to recover heat from the extract air and
transfer this heat to the supply air in order to minimise energy use.
Faults in recovery unit functionality result in reduced heat recovery efficiency and
increased energy use and means that the design supply air temperature cannot
be obtained when the outdoor temperature is low.
A conceivable reason for reduced recovery efficiency may be that the rotor
rotates too slowly because the drive belt is slipping. The rotor speed should not
be lower than 8 rpm during full energy recovery.
It is not usual for the rotor passages to become fouled with dust, since the rotor
is normally self-cleaning. However, this might occur if the dust is of a sticky na-
ture.
A reduction of the extract air flow, e.g. due to fouling of the extract air filter, en-
tails reduced heat recovery efficiency.
The Home Concept version of the units is equipped with a control function for
the pressure balance over the purge sector, which means that the pressure
balance does not have to be inspected or adjusted. For units supplied with inte-
grated control equipment, the function is connected and activated at the factory.
For units not supplied with control equipment this function has to be connected
to the unit.
Inspection
1. Shut down the unit via the service switch in the control equipment, safety
switch in the 0 position.
NB:
The safety switch is not designed for starting/stopping the unit. Always
use the service switch in the control equipment to start and shut down
the unit.





















































