



























4 - HANDLING AND INSTALLATION
SIR 52 MS52 P/F
EN
4 - Pag. 17 / 22
4.4.7 ADJUSTMENT OF BAR END DEVICE ZERO POSITION
- Press
button
to move the bar pusher
forward until it reaches the lathe collet.
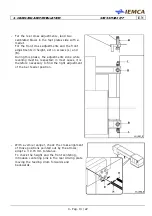
- Loosen the bar end sensor (D) adjustment knob
(B).
- Loosen the screws (C)securing the "ZERO"
backing plate.
- Move the bar end sensor (D) towards the chain
sprocket until it reaches the chain outer
position.
- Tighten the knob (B) to maintain the position of
the sensor.
- Move the "ZERO" backing plate as close as
possible to the sensor bracket.
- Tighten the screw (C) securing the "ZERO"
backing plate.
Содержание SIR52 MS52 P
Страница 2: ......
Страница 4: ......
Страница 6: ......
Страница 20: ...EN 2 TECHNICAL INFORMATION SIR 52 MS52 P F 2 Pag 10 14 2 6 TECHNICAL INFORMATION...
Страница 24: ...EN 2 TECHNICAL INFORMATION SIR 52 MS52 P F 2 Pag 14 14...
Страница 50: ...EN 4 HANDLING AND INSTALLATION SIR 52 MS52 P F 4 Pag 22 22...
Страница 72: ...EN 5 ADJUSTMENTS AND SETTING UP SIR 52 MS52 P F 5 Pag 22 22...
Страница 102: ...EN 6 USE AND OPERATION SIR 52 MS52 P F 6 Pag 30 30...
Страница 148: ...EN 9 PART REPLACEMENT SIR 52 MS52 P F 9 Pag 16 16...
Страница 174: ...EN 11 GUIDE CHANNELS BAR PUSHER REVOLVING TIPS SIR 52 MS52 P F 11 Pag 6 6...
Страница 185: ...12 GRIPPERS SIR 52 MS52 P F EN 12 Pag 11 34...
Страница 203: ...12 GRIPPERS SIR 52 MS52 P F EN 12 Pag 29 34...
Страница 209: ...13 LIST OF AFTER SALES CENTERS SIR 52 MS52 P F EN 13 Pag 1 4 INDEX 13 1 LIST OF AFTER SALES CENTERS 2...
Страница 212: ...EN 13 LIST OF AFTER SALES CENTERS SIR 52 MS52 P F 13 Pag 4 4...







































































