





























OPERATION
HT2000LHF
Instruction Manual
4-17
6
5/00
Shield
Arc
Approx.
Material
Plasma Gas Flow Rate %
Gas (Air)
Torch-to-work
Initial Torch
Voltage
Motion
Thickness
Preflow
Cutflow
Pressure
Distance
Piercing Height
Setting
Travel Speed
Delay Time
(inches)
(mm)
(O
2
% N
2
%) (O
2
% N
2
%)
(psi)
(inches)
(mm)
(inches)
(mm)
(volts)
(ipm) (mm/min.)
(sec)
Shield
Arc
Approx.
Material
Plasma Gas Flow Rate %
Gas (Air)
Torch-to-work
Initial Torch
Voltage
Motion
Thickness
Preflow
Cutflow
Pressure
Distance
Piercing Height
Setting
Travel Speed
Delay Time
(inches)
(mm)
(O
2
% N
2
%) (O
2
% N
2
%)
(psi)
(inches)
(mm)
(inches)
(mm)
(volts)
(ipm) (mm/min.)
(sec)
1/8
3
3
32
36
0
60
3/32
2.5
3/16
5
125
240
6100
3/16
5
(3.3 / 39.6 (44.8 / 0
(270
1/8
3
1/4
6
125
180
4570
1/4
6
SCFH)
SCFH)
SCFH)
1/8
3
1/4
6
125
120
3050
0.5
3/8
10
1/8
3
1/4
6
130
90
2280
0.5
1/2
12
1/8
3
1/4
6
130
60
1520
1.0
5/8
15
.157
4
.314
8
140
45
1140
1.0
3/4
20
3/16
5
3/8
10
145
30
760
1.5
Mild Steel
100 amps • O
2
Plasma / Air Shield
This gas combination gives good cut speed, low dross and is very economical. Some surface nitriding can occur.
While this process may be used on thicker materials, optimal recommended range is to 3/8" (10mm).
Notes:
Set oxygen plasma gas inlet pressure to 120 psi (8.3 bar)
Set nitrogen plasma gas inlet pressure to 120 psi (8.3 bar)
Set shield gas inlet pressure to 90 psi (6.2 bar)
Production cutting above 3/8" (10 mm) not recommended
* To maximize consumable life, modify the part lead-in and lead-out to reduce ramp-down errors.
For strip cutting or other applications where proper ramp-down is difficult to achieve, use electrode P/N 120667 in
place of electrode P/N120547.
Above Water
1/8
3
3
32
36
0
60
5/64
2
5/32
4
125
220
5580
3/16
5
(3.3 / 39.6 (44.8 / 0
(270
1/8
3
1/4
6
125
160
4060
0.5
1/4
6
SCFH)
SCFH)
SCFH)
1/8
3
1/4
6
125
110
2790
0.5
3/8
10
1/8
3
1/4
6
130
85
2160
0.5
1/2
12
1/8
3
1/4
6
135
60
1520
1.0
3" Under Water
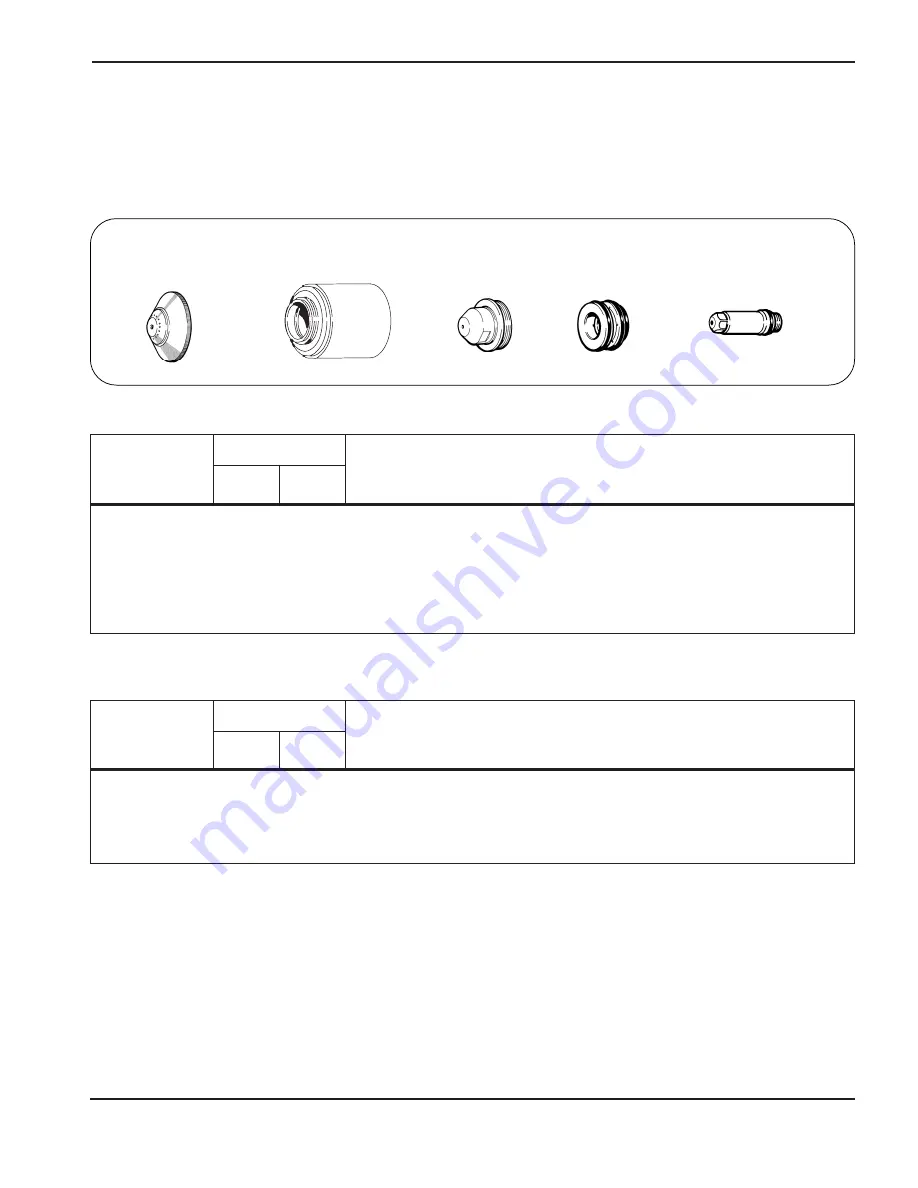
020613
(cw)
120252
(ccw)
Swirl ring
120547*
Electrode
020690
Nozzle
020423
(cw)
020955
(ccw)
Retaining cap
020424
Shield
Содержание HT2000LHF
Страница 1: ...200 Volt Plasma Arc Cutting System Instruction Manual 803040 Revision 7 HySpeed HT2000LHF ...
Страница 5: ......
Страница 15: ...TABLE OF CONTENTS viii Hyspeed HT2000LHF Instruction Manual 6 ...
Страница 109: ...MAINTENANCE 5 20 HySpeed HT2000LHF Instruction Manual 7 ...
Страница 133: ......
Страница 134: ...7 5 7 Figure 7 1 HT2000LHF Coolant Flow Diagram ...
Страница 135: ......
Страница 136: ...7 7 7 ...
Страница 137: ......
Страница 138: ...7 9 7 ...
Страница 139: ......
Страница 140: ...7 11 7 ...
Страница 141: ......
Страница 142: ...7 13 7 ...
Страница 143: ......
Страница 144: ...7 15 7 ...
Страница 145: ......
Страница 146: ...7 17 7 ...
Страница 147: ......
Страница 148: ...7 19 7 ...
Страница 149: ......
Страница 150: ...7 21 7 ...
Страница 151: ......
Страница 152: ...7 23 7 ...
Страница 153: ......
Страница 154: ...7 25 7 ...
Страница 155: ......
Страница 157: ......
Страница 159: ......
Страница 174: ...APPENDIX A ARGON HYDROGEN CUTTING AND GOUGING a 14 HySpeed HT2000LHF Instruction Manual 6 ...
Страница 176: ...b 2 ...
Страница 177: ...b 3 ...
Страница 178: ...b 4 ...
Страница 179: ...b 5 ...
Страница 181: ...b 7 ...
Страница 182: ...b 8 ...
Страница 183: ...b 9 ...
Страница 184: ...b 10 ...
Страница 194: ...APPENDIX E AIR FILTERS e 2 Hyspeed HT2000LHF Instruction Manual 6 ...
Страница 196: ...APPENDIX F AERATION MANIFOLD FOR CUTTING ALUMINUM f 2 Hyspeed HT2000LHF Instruction Manual 6 ...
Страница 198: ...APPENDIX G IEC SYMBOLS g 2 Hyspeed HT2000LHF Instruction Manual 6 ...





















































