





















7
Gas-Fired Direct Vent Cast Iron Boilers – Field Assembly Instructions
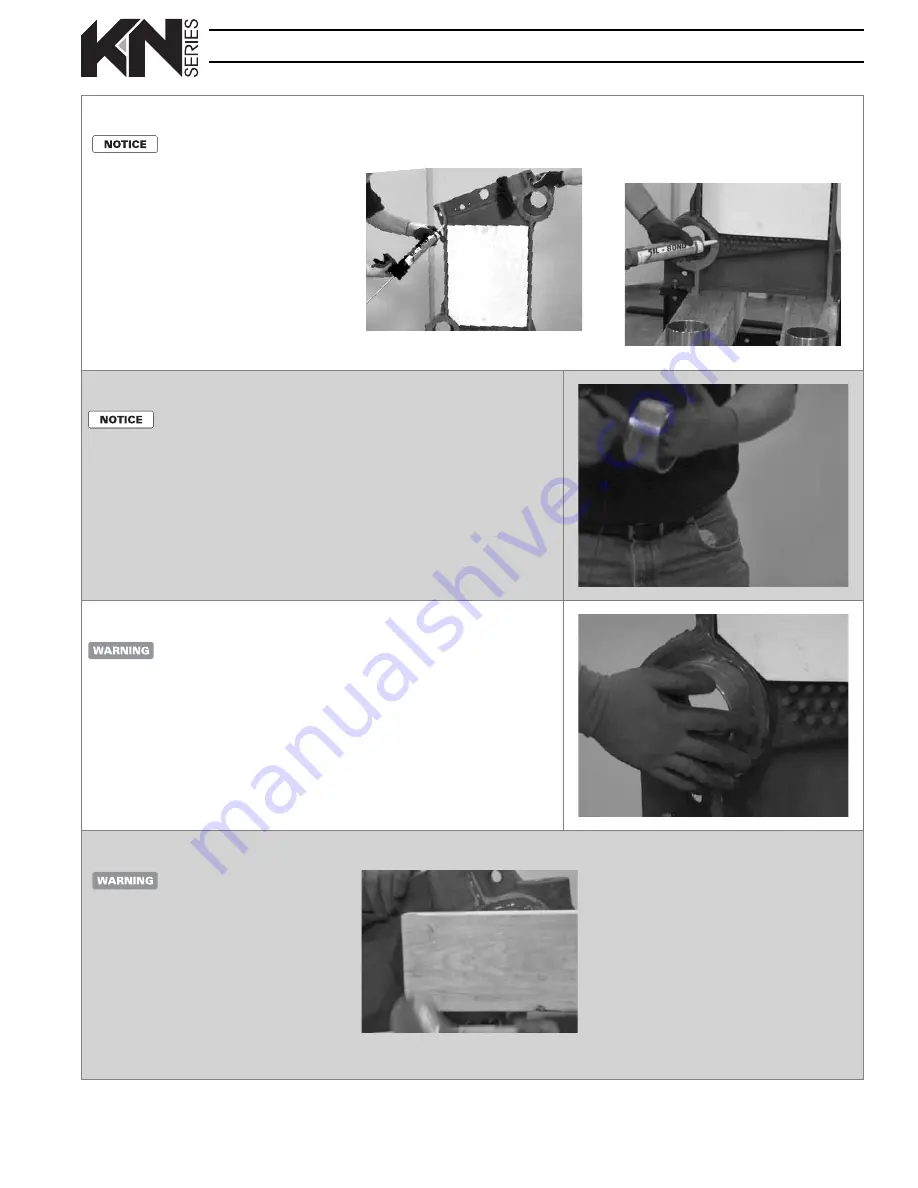
Step 10
Apply RTV to machined surfaces
Rubber gloves are
recommended for this
procedure.
1. Apply a bead of silicone RTV (supplied
with boiler) on the perimeter surfaces
of the section and around the INSIDE
edges of the nipple ports.
2. This is necessary to form a seal between
the sections. The seal prevents fl ue
gases from escaping.
3. Extend the bead all the way from the
top of the section to the bottom.
4. Keep the bead of silicone close to the
INSIDE edge of the nipple ports.
5. This will protect the machined nipple
port surfaces from condensation that
may occur in the fl ueways.
Step 11
Lubricate push nipples with oil/pipe dope mixture (see Step 8)
Inspect push nipples carefully
before using.
DO NOT
use
a nipple if it is gouged or
scarred.
DO NOT apply excessive
lubricant to the nipple
ports
. Lubricant can drip
onto the machined sealing
surface, preventing the
RTV sealant used later from
sticking.
1. Obtain two push nipples.
2. Inspect carefully and wipe off the
nipples with a clean cloth.
3. Brush the outside surface of each
push nipple VERY LIGHTLY with the
push nipple lubricant.
4. Wipe
off any excess lubricant.
Step 12
Insert push nipples
Avoid scarring or damaging
the push nipple or nipple
port surfaces. Th e push
nipple makes a metal-to-
metal seal with the nipple
port. Any surface defects
could cause a leak.
1. Insert a push nipple into each of the
two nipple ports.
2. Seat each nipple fi rmly but squarely.
3. Make sure the nipple face is parallel
to the section surface as closely as
possible.
4. DO NOT attempt to assemble sections
if any nipple port is mis-aligned.
Step 13
Seat the push nipples
Use only a dead blow hammer
to seat the push nipples. DO
NOT use a sledge hammer.
1. Place a 2x4 board across the nipple and
strike fi rmly with a dead-blow hammer.
2. Make sure to strike in the center of the
nipple to prevent rotating it.
3. Do this with several strokes, just so the
push nipple is fi rmly started.
4. Look into the nipple ports from the end
of the boiler. When properly seated at
this point, the push nipple edge should
be slightly inside the nipple port. It
should also be parallel with the inside
surface.







































































