




























OPERATION
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
62
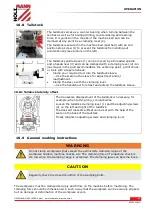
ED1080ADIG
With the motor step switch (2) you make the basic speed
selection:
Position L: slow mode, Position H: fast mode
Further selection is made by using the selector levers feed
speed (1).
The switch position required for a certain speed is shown in
table (3).
Use the intermittent push button to facilitate engagement in the
individual switching positions.
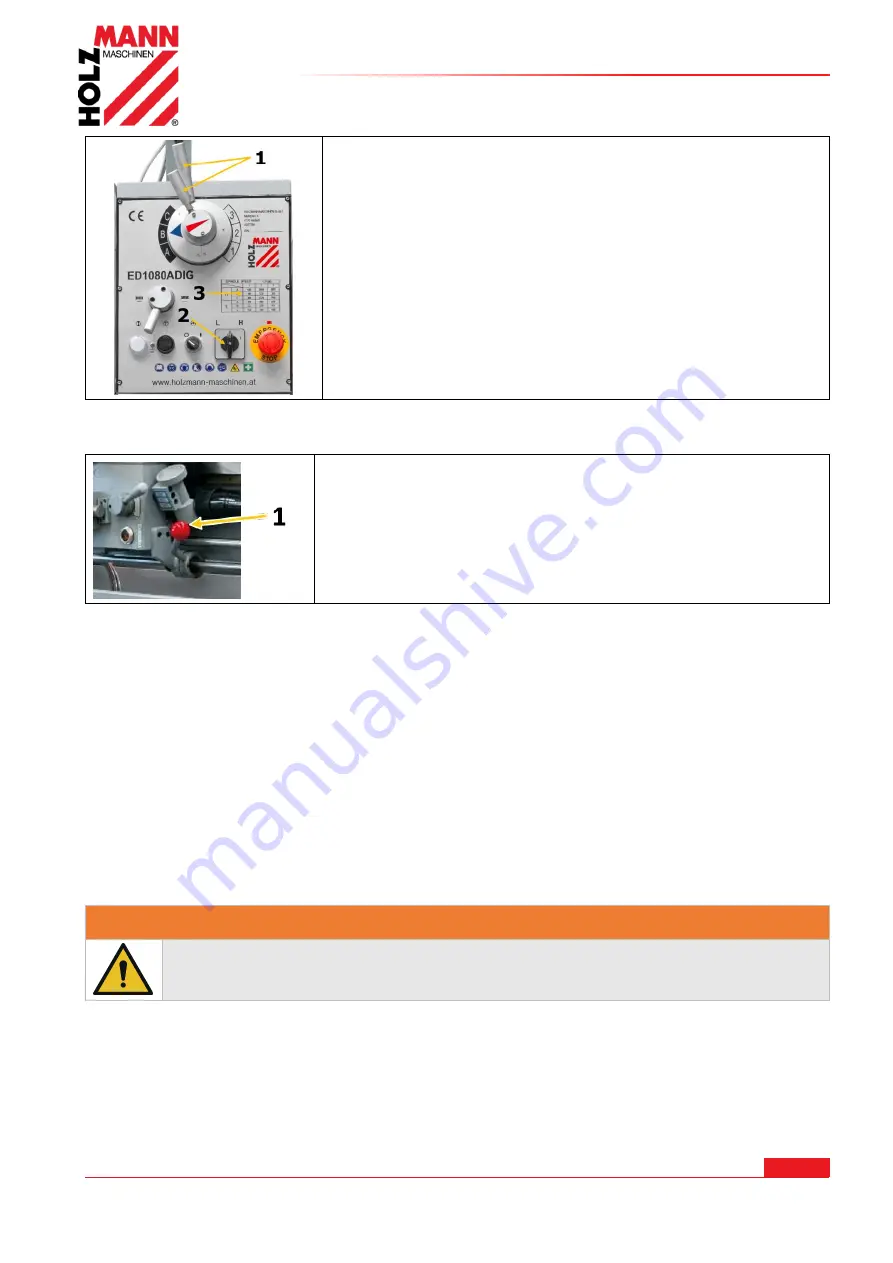
18.4.2
Direction of rotation
The shift lever for the direction of rotation (1) is used to shift the
machine.
If you put the switch down, the jaw chuck runs counterclockwise.
If you place the switch upwards, the jaw chuck runs clockwise.
18.4.3
Running operation
Only use chucks recommended by Holzmann Maschinen.
The maximum spindle speed for the Ø280 mm diameter face plate should not exceed 1255 min
-1
.
When threading or automatic feed is not in use, the selector lever feed direction should be in the
neutral position to ensure disconnection of the lead screw and the feed screw. To avoid
unnecessary wear, the thread dial indicator should not be connected to the lead screw.
18.5
Threads and feeds
18.5.1
Change gear gearbox
For optimum adaptation to the respective requirements for threading, the change-gear gearbox
must be set according to the data scale. A large number of feeds and most thread pitches can be
set with the factory fitted change gears. For special feeds or thread pitches, the required change
gears must be changed.
W A R N I N G
Switch off the machine before replacing or changing the position of the change
wheels and secure it against unauthorised or unintentional recommissioning.
The change gears for the feed are mounted on a change gear shear or directly on the lead screw
and the feed gear.
In order to obtain the desired thread according to the table, the corresponding gearwheel
combinations must be mounted beforehand:
Содержание ED1080ADIG
Страница 83: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 83 ED1080ADIG HEAD STOCK 1...
Страница 84: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 84 ED1080ADIG 2...
Страница 85: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 85 ED1080ADIG...
Страница 86: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 86 ED1080ADIG...
Страница 87: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 87 ED1080ADIG...
Страница 88: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 88 ED1080ADIG 6...
Страница 92: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 92 ED1080ADIG Gear Box 1...
Страница 93: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 93 ED1080ADIG 2...
Страница 94: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 94 ED1080ADIG 3...
Страница 97: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 97 ED1080ADIG 1 APRON LEFT 1...
Страница 98: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 98 ED1080ADIG 2 APRON LEFT 2...
Страница 99: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 99 ED1080ADIG 1 APRON RIGHT 1...
Страница 100: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 100 ED1080ADIG 2 APRON RIGHT 2...
Страница 104: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 104 ED1080ADIG COMPOUND REST...
Страница 106: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 106 ED1080ADIG 1 SADDLE 1...
Страница 107: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 107 ED1080ADIG 2 SADDLE 2...
Страница 109: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 109 ED1080ADIG 1 TAIL STOCK...
Страница 111: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 111 ED1080ADIG CHANGE GEAR...
Страница 113: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 113 ED1080ADIG CONTROL SWITCH ASSEMBLY...
Страница 115: ...ERSATZTEILE SPARE PARTS HOLZMANN MASCHINEN GmbH www holzmann maschinen at 115 ED1080ADIG STEADY REST FOLLOW REST...

































































